Ģ■š╣▓®ė[
 ─·Ą─«ö(d©Īng)Ū░╬╗ų├: ųąć°Õæē║ŠW(w©Żng) > ┘YėŹųąą─ > š²╬─
─·Ą─«ö(d©Īng)Ū░╬╗ų├: ųąć°Õæē║ŠW(w©Żng) > ┘YėŹųąą─ > š²╬─|
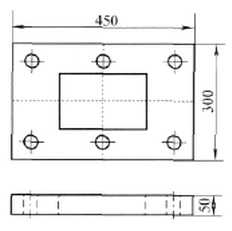
Ż©4Ż®▓╔ė├ĮM║Ž╩ĮĮY(ji©”)śŗ(g©░u) ī”ė┌ą╬ĀŅÅ═(f©┤)ļsĪó│▀┤ń>400mmĄ─┤¾ą═░╝─Ż╝░║±Č╚ąĪĪóķLČ╚┤¾Ą─═╣─ŻŻ¼ūŅ║├▓╔ė├ĮM║Ž╩ĮĮY(ji©”)śŗ(g©░u)Ż¼╗»Ę▒×ķ║åŻ¼╗»┤¾×ķąĪŻ¼ūā─ŻŠ▀ā╚(n©©i)▒Ē├µ×ķ═Ō▒Ē├µŻ¼▓╗āH▒Ńė┌└õ¤ß╝ė╣żĪŻČ°Ūę─▄ėąą¦Ąž£pąĪūāą╬┼cķ_┴čĪŻ įO(sh©©)ėŗĮM║Ž╩ĮĮY(ji©”)śŗ(g©░u)ĢrŻ¼ę╗░Ńæ¬(y©®ng)į┌▓╗ė░Ēæ┼õ║ŽŠ½Č╚Ą─ŪķørŽ┬░┤Ž┬┴ąįŁät▀MąąĘųĮŌŻ║Ż©1Ż®š{(di©żo)š¹║±Č╚Ż¼╩╣Įž├µŽÓ▓Ņæę╩ŌĄ──ŻŠ▀į┌ĘųĮŌ║¾Įž├µ╗∙▒ŠŠ∙ä“ĪŻŻ©2Ż®į┌╚▌ęū«a(ch©Żn)╔·æ¬(y©®ng)┴”╝»ųąĄ─ĄžĘĮĘųĮŌŻ¼Ęų╔óŲõæ¬(y©®ng)┴”Ż¼Ę└ų╣ķ_┴čĪŻŻ©3Ż®┼õ║Ž╣ż╦ć┐ūŻ¼╩╣ĮY(ji©”)śŗ(g©░u)ī”ĘQĪŻŻ©4Ż®▒Ńė┌└õĪó¤ß╝ė╣żŻ¼▒Ńė┌Ų┤čbĪŻŻ©5Ż®ūŅ×ķųžę¬Ą─╩Ū▒žĒÜ┤_▒Ż╩╣ė├ąįĪŻ
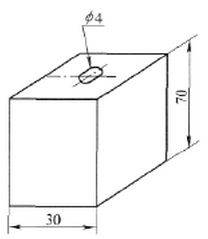
╚ńłD6╦∙╩Š×ķę╗┤¾ą═░╝─ŻŻ¼╚¶▓╔ė├š¹¾w╩ĮĮY(ji©”)śŗ(g©░u)Ż¼▓╗Ą½¤ß╠Ä└Ēėą└¦ļyŻ¼Č°Ūę┤Ń╗║¾ą═Ū╗Ė„╠Ä╩š┐s▓╗ę╗ų┬Ż¼╔§ų┴?x©¬)■ę²Ų╚ą┐┌░╝═╣║═ŲĮ├µ┼żŪ·Ż¼Ūęį┌ęį║¾Ą─╝ė╣żųąļyęįčaŠ╚Ż¼ę“┤╦Ż¼┐╔▓╔ė├ĮM║Ž╩ĮĮY(ji©”)śŗ(g©░u)ĪŻ░┤łD6ųą╠ōŠĆĘų×ķ╦─ēKŻ¼Įø(j©®ng)¤ß╠Ä└Ē║¾į┘Ų┤čb│╔ą═▓ó─źŽ„į┘┼õ║ŽŻ¼▀@▓╗āH╩╣¤ß╠Ä└Ē║å╗»Ż¼Č°ŪęĮŌøQ┴╦ūāą╬å¢Ņ}ĪŻ 2Īóš²┤_▀x▓─ ¤ß╠Ä└Ēūāą╬Īóķ_┴č┼c╦∙ė├õō▓─╝░Ųõ┘|(zh©¼)┴┐├▄ŪąŽÓĻP(gu©Īn)Ż¼ę“┤╦æ¬(y©®ng)Ė∙ō■(j©┤)─ŻŠ▀Ą─╩╣ė├ąį─▄ę¬Ū¾ĪŻŠC║Ž┐╝æ]─ŻŠ▀Š½Č╚ĪóĮY(ji©”)śŗ(g©░u)║═│▀┤ń┤¾ąĪŻ¼ęį╝░╝ė╣żī”Ž¾Ą─ąį┘|(zh©¼)ĪóöĄ(sh©┤)┴┐║═╝ė╣żĘĮ╩ĮĄ╚ę“╦ž║Ž└Ē▀xė├ĪŻę╗░Ń─ŻŠ▀╚¶¤oūāą╬║═Š½Č╚ę¬Ū¾Ż¼ätÅ─ĮĄĄ═│╔▒ŠĘĮ├µ┐╝æ]Ż¼┐╔▓╔ė├╠╝╦ž╣żŠ▀õōŻ╗ī”ė┌ęūūāą╬Īóķ_┴č╝■Ż¼┐╔▀xė├ÅŖČ╚▌^Ė▀Īó┼RĮń┤Ń╗└õģs╦┘Č╚▌^┬²Ą─║ŽĮ╣żŠ▀õōŻ╗łD7╦∙╩Š×ķę╗ļŖūėį¬╝■ø_─ŻĪŻįŁė├T10AõōŻ¼╦«┤Ńė═└õūāą╬▌^┤¾Ūęęūķ_┴čŻ¼ēAįĪ┤Ń╗ą═Ū╗ėų▓╗ęū┤Ńė▓ĪŻ¼F(xi©żn)Ė─ė├9Mn2Võō╗“CrWMnõōŻ¼┤Ń╗ė▓Č╚║═ūāą╬Č╝─▄Ę¹║Žę¬Ū¾ĪŻ
ė╔┤╦┐╔ęŖŻ¼«ö(d©Īng)ė├╠╝õōųŲįņĄ──ŻŠ▀ūāą╬▀_▓╗ĄĮę¬Ū¾ĢrŻ¼Ė─ė├9Mn2Võō╗“CrWMnõōĄ╚║ŽĮõōŻ¼ļm╚╗▓─┴Ž│╔▒Š╔įĖ▀Ż¼Ą½ĮŌøQ┴╦ūāą╬Īóķ_┴čå¢Ņ}Ż¼┐é¾wüĒšf╚į╩Ū║Ž╦ŃĄ─ĪŻ
į┌š²┤_▀x▓─Ą─═¼ĢrŻ¼▀Ćę¬╝ėÅŖī”įŁ▓─┴ŽĄ─Öz“×║═╣▄└ĒŻ¼Ę└ų╣ę“įŁ▓─┴Ž╚▒Ž▌Č°ī¦(d©Żo)ų┬─ŻŠ▀¤ß╠Ä└Ēķ_┴čĪŻ |
 |
ųąć°Õæē║ŠW(w©Żng)╣┘ĘĮ╬óą┼Ż║Æ▀ę╗Æ▀Ż¼┴ó╝┤ĻP(gu©Īn)ūóŻĪ
ĻP(gu©Īn)ūó"ųąć°Õæē║ŠW(w©Żng)"Ż¼½@╚Ī¬Ü╝ęąąśI(y©©)ą┬┬ä┘YėŹĪŻ ╠Ē╝ėĘĮĘ©1Ż║ į┌Ī░╠Ē╝ė║├ėčĪ▒ųąų▒Įė╠Ē╝ė╬óą┼┘~╠¢Ż║chinaforge ╠Ē╝ėĘĮĘ©2Ż║ ╬óą┼ųąÆ▀├Ķū¾é╚(c©©)Ą─Č■ŠS┤a |