─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─
─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─|
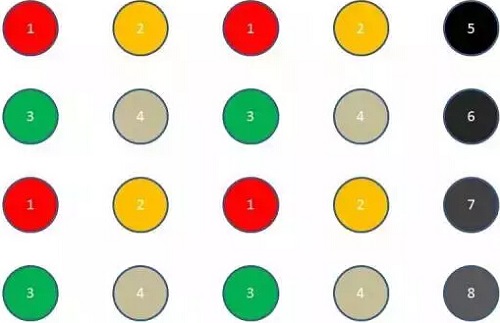
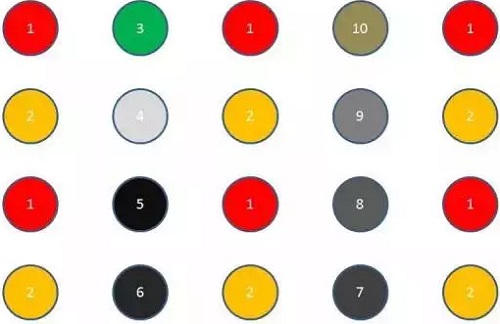
Č°┼c┤╦═¼ĢrŻ¼║▄ČÓÅS╝ęę▓į┌įōĘN╣ż╦ćųą▓╔ė├┴╦ę╗ą®Õeš`Ą─ĘĮĘ©Ż¼ī¦ų┬┴╦įōå¢Ņ}Ą─▀Mę╗▓ĮĄ─╝ėäĪŻ¼Ų®╚ńŻ║ ó┼╩╣ė├┴╦ī”ųąČ╚▌^▓ŅĄ─Ż¼╔§ų┴¤oĘ©▒ŻūCī”ųąČ╚Ą─öĄ┐žø_┤▓ĪŻ▓┐ĘųŲĘ┼ŲĄ─öĄ┐žø_┤▓Ą─┤¾│▀┤ń╣ż╬╗Ż©Ų®╚ń║±▐D╦■ŅÉą═ø_┤▓Ą─D╣ż╬╗║═E╣ż╬╗Ż®Ą─ī”ųąČ╚īŹļH╔ŽĘŪ│ŻįŃĖŌŻ¼┤╦═ŌŻ¼╝┤╩╣╩Ūėą┐┌▒«Ą─öĄ┐žø_┤▓Ż¼╚ń╣¹ø]ėąĄ├ĄĮ║▄║├Ą─ŠSūo║═▒ŻBŻ¼Ųõī”ųąČ╚ę▓ę╗śėĢ■ļSų°ĢrķgĄ─═ŲęŲČ°å╩╩¦ĪŻ╚ń╣¹┤╦ĢrÕeš`Ą─▀xė├┴╦įō╣ż╬╗Ż¼─Ū├┤ŲĘ┘|į┘║├Ą──ŻŠ▀Ż¼ŽļĘ©į┘ų▄├▄Ą─ĘĮ░ĖČ╝Ģ■│╔×ķ┐ššäĪŻ óŲ╩╣ė├┴╦ī”ųąŠ½Č╚▌^▓ŅĄ──ŻŠ▀ī¦╠ūĪŻį┌▀xė├╚║┐ūø_ē║Ą─ī¦╠ūĢrŻ¼╔·«aÅS╝ęäš▒žę¬╩╣ė├ī¦Ž“Š½Č╚Ė▀Ż¼┼c╣ż╬╗┼õ║ŽČ╚Ė▀Ż¼═¼Ģr┘|┴┐▀^ė▓Ą─Ż¼Š▀ėąę╗Č©┐┌▒«Ą─ī¦╠ūŻ¼═¼ĢrįĮą┬įĮ║├Ż¼ę“×ķī¦╠ūĄ─ī¦Ž“Š½Č╚┼c╚║┐ūø_ē║Ģr┼÷ĄĮĄ─Ė„ĘN┘|┴┐å¢Ņ}ŽóŽóŽÓĻPĪŻ óŪ╩╣ė├┴╦▓─┘|▌^▓ŅŻ¼╝tė▓ąįųĖś╦▀^Ą═Ą─ø_ąŠ║═Ž┬─ŻĪŻ╚║┐ūø_ē║╩Ūę╗ĘN├▄╝»╝ė╣ż╣ż╦ćŻ¼ę“┤╦Ż¼╚║┐ū─ŻŠ▀└’├µĄ─ø_ßś╦∙Įø╩▄Ą─ø_ē║┤“ō¶Ņl┬╩ę¬▀h▀hĖ▀ė┌Ųš═©─ŻŠ▀Ą─ø_ąŠĪŻ╠žäe╩Ū║▄ČÓÅS╝ęė╔ė┌╣ż╬╗╗“š▀┘YĮĄ─Ž▐ųŲŻ¼═∙═∙╩╣ė├ę╗╠ū╚║┐ū─ŻŠ▀üĒ┤“ō¶╔Ž╚féĆŠW┐ūĢrŻ¼ø_ąŠ║═Ž┬─ŻĄ─▓─┘|Ą─║├ē─Ż¼ęį╝░╝tė▓ąįĄ─▓Ņ«ÉŻ¼īóĢ■ų▒ĮėøQČ©╚║┐ūø_ē║│╔╣”┼cʱĪŻę“×ķ┴ė┘|Ą─ø_ßśĢ■ę“×ķ│ų└mĖ▀£žČ°╩╣Ą├Ųõė▓Č╚▀^┐ņ╩¦ą¦Ż¼ī¦ų┬ć└ųžĄ─┘|┴┐╩┬╣╩ĪŻ ó╚╩╣ė├┴╦▒Ē├µ┤ų▓┌Č╚╠½┤¾Ż¼╗“š▀ø]ėą═┐īėĄ─ø_ąŠĪŻ║▄ČÓ┴ė┘|Ą─ø_ąŠĄ─╚ą▓┐▓óø]ėąĄ├ĄĮŠ½─ź╠Ä└ĒŻ¼ę“┤╦╚ą▓┐é╚├µĄ─┤ų▓┌Č╚║▄┤¾Ż¼ė╔┤╦ĦüĒŠ▐┤¾Ą──”▓┴ŽĄöĄŻ¼ī¦ų┬ø_ąŠ▒Ē├µ╔Ž║▄╚▌ęū«a╔·Ęeą╝┴÷Ż¼▓óį┌ø_ē║▀^│╠ųąĘ┤Å═öDē║ø_ąŠ║═Ž┬─ŻŻ¼įņ│╔┐ņ╦┘ł¾ÅUĪŻČ°ø]ėą═┐īėĄ─ø_ąŠŻ¼į┌ø_ē║▓╗õPõō░Õ║═õX░ÕĢrŻ¼ätĢ■į┌żų°─źōp║═öDē║─źōpĄ─ļpųžė░ĒæŽ┬Ż¼įņ│╔┴╦─ŻŠ▀Ą─┐ņ╦┘Ōg╗»ĪŻ ó╔╩╣ė├┴╦Õeš`Ą─╚║┐ū─Ż┼┼░µĪŻ╚║┐ū─ŻŠ▀Ą─┼┼░µę▓═¼śė╩Ūę╗ķTīWå¢Ż¼║▄ČÓ╣ż│╠Ĥš`ęį×ķį┌┼┼░µĄ─Ģr║“Ż¼╚║┐ūø_ßśĄ─öĄ┴┐įĮČÓįĮ║├Ż¼▀@īŹļH╔Ž╩ŪéĆŠ▐┤¾Ą─ą¦┬╩║┌Č┤ĪŻ ø_ßśöĄ┴┐Ą─▀xō±Ą─įŁät╩ŪŻ¼╚ń║╬ė├ūŅ╔┘Ą─ø_ē║┤╬öĄ═Ļ│╔ŠW┐ū┴Ń▓┐╝■Ą─ųŲū„Ż¼Č°ĘŪį┌ę╗éĆ╣ż╬╗╔Ž▓╝╚ļūŅČÓĄ─ø_ßśĪŻęįŽ┬×ķę╗éĆ║åå╬Ą─īŹ└²üĒšf├„Ż¼╚ńłD2╦∙╩Š×ķ1éĆ20┐ūĄ─┴Ń▓┐╝■Ż¼╚ń╣¹▓╔ė├å╬┐ū┤“ō¶Ą─įÆŻ¼ąĶę¬20┤╬═Ļ│╔ßśī”▀@éĆ┴Ń▓┐╝■Ż¼Š═Ģ■«a╔·║▄ČÓĘN╚║┐ū─ŻŠ▀Ą─┼┼▓╝ĘĮ╩ĮŻ¼Ų®╚ń2Ī┴2▓╝ŠųŻ©łD3Ż®┐╔ęįę╗┤╬ąį═Ļ│╔4éĆ┐ūĄ─ø_ē║Ż¼3Ī┴2▓╝ŠųŻ©łD4Ż®┐╔ęįę╗┤╬ąį═Ļ│╔6éĆ┐ūĄ─ø_ē║Ż¼Ą½╩ŪĮø▀^─ŻöM╬ęéā░l¼Fę╗éĆėą╚żĄ─¼FŽ¾Ż║2Ī┴2▓╝ŠųīŹļH╔Žų╗ąĶę¬▀Mąą4┤╬╚║┐ūø_║═4┤╬å╬┐ūø_Ż¼Š═┐╔ęįį┌8┤╬ā╚═Ļ│╔▀@éĆ┴Ń▓┐╝■Ą─╝ė╣żŻ╗Č°2Ī┴3▓╝ŠųģsąĶę¬2┤╬╚║┐ūø_║═8┤╬å╬┐ūø_Ż¼╝┤ąĶę¬10┤╬ø_ē║▓┼─▄═Ļ│╔įō┴Ń▓┐╝■Ą─╝ė╣żĪŻīó▀@ĘN░Ė└²öU┤¾ĄĮę╗éĆėąų°öĄŪ¦ŠW┐ūĄ─┴Ń▓┐╝■Ą─įÆŻ¼─Ū├┤Š═Ė³╚▌ęū┐┤│÷Ż¼║Ž└ĒĄ─╚║┐ū─ŻŠ▀Ą─┼┼░µ╦∙ĦüĒĄ─Š▐┤¾Ą─ą¦┬╩╠ß╔²ĪŻ
ó╩╩╣ė├┴╦Õeš`Ą─ŠÄ│╠║═┬ĘÅĮĪŻ╚║┐ūø_ē║Ą─ŠÄ│╠═¼śėę▓╩Ūę╗ķT╔Ņ║±Ą─īWå¢Ż¼▓┐Ęų╣ż│╠ĤīóĄČŠ▀ī¦╚ļ▄ø╝■║¾Ż¼ų▒Įėåóäėūįäė┼┼░µ┬ĘÅĮŻ¼▓óų▒Įė▓╔ė├▀@éĆ┬ĘÅĮū„×ķ╚║┐ūø_ē║Ą─┬ĘÅĮĪŻį┌▀@└’ąĶę¬ÅŖš{Ą─╩ŪŻ¼▓╗═¼Ą─╣½╦Š│÷ŲĘĄ─▓╗═¼Ą─▄ø╝■Ż¼ė╔ė┌Ųõ║╦ą─╦ŃĘ©Ą─▓╗═¼Ż¼Ģ■«a╔·ą¦┬╩Ż¼ą¦╣¹Įž╚╗▓╗═¼Ą─┬ĘÅĮŻ¼Å─Č°ī¦ų┬▓╗═¼┘|┴┐Ą─ŠW┐ū░Õ«aŲĘĪŻ┴Ē═ŌŻ¼▓┐Ęų╣ż│╠Ĥė╔ė┌æąČĶĄ─įŁę“╔§ų┴īó╚║┐ū─Ż▀MąąĒśą“ø_ē║Ż¼īóø_ē║└█ĘeĄ─ą╬ūāä▌─▄Ž“░Õ▓─Ą─ę╗Č╦═Ų╦═Ż¼ūŅĮKįņ│╔┴╦ę╗éĆ┬NŪ·śOŲõć└ųžĄ─«aŲĘĪŻ
ó╦╩╣ė├┴╦Õeš`Ą─ø_ē║ĘĮ╩ĮĪŻėą▓╗╔┘Ą─ŌkĮ╝ė╣żÅ─śIÅS╝ęŻ¼ė├ę╗éĆB╣ż╬╗Ą──ŻŠ▀üĒø_ē║ŠW┐ū«aŲĘĪŻŪę▓╗šō╔Ž╚f┤╬ø_ē║╦∙ĦüĒĄ─ć└ųžĄ═ą¦╝ė╣żŻ¼å╬▀@╔Ž╚f┤╬ø_ē║╦∙ĦüĒĄ─ČÓėÓĄ─ą╬ūāä▌─▄╦∙įņ│╔Ą─░Õ▓─┬NŪ·Š═║▄┤¾ĪŻ |
 |
ųąć°Õæē║ŠW╣┘ĘĮ╬óą┼Ż║Æ▀ę╗Æ▀Ż¼┴ó╝┤ĻPūóŻĪ
ĻPūó"ųąć°Õæē║ŠW"Ż¼½@╚Ī¬Ü╝ęąąśIą┬┬ä┘YėŹĪŻ ╠Ē╝ėĘĮĘ©1Ż║ į┌Ī░╠Ē╝ė║├ėčĪ▒ųąų▒Įė╠Ē╝ė╬óą┼┘~╠¢Ż║chinaforge ╠Ē╝ėĘĮĘ©2Ż║ ╬óą┼ųąÆ▀├Ķū¾é╚Ą─Č■ŠS┤a |