您的當前位置: 中國鍛壓網 > 資訊中心 > 正文
您的當前位置: 中國鍛壓網 > 資訊中心 > 正文|
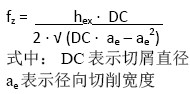
采用圓盤銑刀作為花鍵制造廠的基本銑槽刀具時,花鍵的徑向切削寬度比刀具直徑小,也就是說始終能保證薄切屑。為了得到最可能的hex值、優化花鍵“銑槽”應用,操作人員必須通過圓盤銑刀吃刀量和圓盤銑刀直徑計算fz。計算薄切屑的公式如圖1所示。 圖1:確定薄切屑時每齒的進刀量
圖文說明;確定每齒進刀量(fz)時,切屑厚度(hex)至關重要,因為切屑厚度最終提供優化的工作臺進刀量。 如果操作人員不能優化每齒進刀量,那么進刀速率可能太低而不適合于刀片的刃口處理或刀片槽型。因為刀體會產生跳動量誤差,所以作為經驗法則,通常建議操作人員在選取hex時,不得小于0.003英寸(0.076毫米)。如果hex太小,會發生磨擦,剛好與實際切削相反,這樣會產生更多的熱量,縮短刀具使用壽命,并降低工藝準確性。圓盤銑刀制造廠應當能提供hex參數的最大值。 記住最大輸出后,在類似銑槽工藝(例如用圓盤銑刀加工花鍵)中,薄切屑是一個關鍵因素。此因素對雙走刀粗加工來說特別重要,因為此階段中使生產效率降低的風險更高。 調整偏移
從專用滾齒機床到多任務機床或加工中心的重大變革是刀具僅支撐在心軸的接口側。傳統滾齒機床的滾刀支撐在心軸的兩端,但只有一端支撐刀具,刀具可能發生偏移。只需簡單的幾個步驟即可防止偏移。首先,選擇花鍵切削工藝的圓盤銑刀時,使用最穩定的刀具,限制刀具偏移。不要使用比實際需要長的刀具。如有可能,避免L/D>5,因為刀具偏移和穩定性要求兩次走刀以上,對生產效率影響很大。 |
 |
中國鍛壓網官方微信:掃一掃,立即關注!
關注"中國鍛壓網",獲取獨家行業新聞資訊。 添加方法1: 在“添加好友”中直接添加微信賬號:chinaforge 添加方法2: 微信中掃描左側的二維碼 |