本文收集整理了2018年以來的資料和行業(yè)需求,一些內(nèi)容或項目可能已經(jīng)過時,也許有一些已經(jīng)得到解決,列于此處,便于行業(yè)企業(yè)予以參考和了解技術(shù)發(fā)展脈絡(luò)。
-
自動化生產(chǎn)線的穩(wěn)定性與諸多因素有關(guān)。首先以模具為例:模具壽命沒有達到3000件以上,就要首先提高模具壽命,減少換模時間;其次鍛件訂單批量足夠,如果不能穩(wěn)定2班生產(chǎn),不要輕易考慮上全自動生產(chǎn)線,而是用機器人或機械手實現(xiàn)半自動化,解決搬運,減輕勞動強度。自動化生產(chǎn)線具有信息自動處理和自動控制功能,執(zhí)行機構(gòu)按照設(shè)計的要求完成預(yù)定的動作。自動化生產(chǎn)線比人工操作,某些生產(chǎn)線節(jié)拍會受到20-30%的損失,但是自動化生產(chǎn)線可以24小時運轉(zhuǎn)。
-
自動化生產(chǎn)線高效率運行,防止工件傳輸失敗是重要環(huán)節(jié)。坯料和工件準確定位、夾持,避免跳料問題的出現(xiàn),在模具設(shè)計過程中一定要認真研究。
-
鍛造坯料的溫度控制是影響鍛件質(zhì)量非常關(guān)鍵的因素。自動加熱技術(shù)包括了自動上下料系統(tǒng)和感應(yīng)加熱裝置。用光電編碼器檢測上料速度,控制生產(chǎn)節(jié)拍。紅外輻射溫度計和光電開關(guān)共同完成坯料溫度的測量和控制溫度分選機構(gòu)動作的執(zhí)行,保證溫度合格的坯料進入鍛造工序。
-
自動化生產(chǎn)線的干凈和整潔是非常突出的問題,定時定點地對潤滑冷卻系統(tǒng),以及設(shè)備系統(tǒng)每一個點位的電壓和電流測試是比較有效的辦法。
-
節(jié)約材料是鍛造永恒的課題,從產(chǎn)品的材料利用率來確定工藝優(yōu)化目標,實現(xiàn)每一個生產(chǎn)要素的優(yōu)化。一個優(yōu)秀的鍛造工程師不僅僅是注重新品開發(fā),更要不斷優(yōu)化工藝,持續(xù)開展原有產(chǎn)品消耗的降低和生產(chǎn)率的提升。
-
鍛造工藝模擬軟件應(yīng)用成為了行業(yè)的一個軟肋,如何在生產(chǎn)實踐中用好模擬軟件已經(jīng)成為一個難點,大部分的研究人員,在試驗研究階段的模擬比較多見,應(yīng)該加快研究成果的產(chǎn)業(yè)化推廣應(yīng)用,必須予以重視。
-
降低每個鍛件的成本,才能獲得市場競爭力。測算每一類產(chǎn)品的制造費用并核算到每個工序,實施有的放矢的考核措施,才能獲得成效。例如每個鍛件減少0.1-1元的成本,即實施1元錢工程。在制品和庫存數(shù)量的控制是關(guān)鍵環(huán)節(jié),比如材料占用資金特別大,(3億元銷售不要超過5000萬元或更低),每年就會減少6%的利潤。
-
材料費用占鍛件價格的比例較高,因此材料價格與銷售價格漲跌必須匹配,在價格上按照國際慣例執(zhí)行。不要在材料上留下雙方合作的隱患,該漲價漲價、該降價降價,不要總是漲價,而沒有降價。形成與市場價格聯(lián)動的機制。
-
“雙碳”目標關(guān)乎到每個企業(yè)未來的發(fā)展,鍛造行業(yè)的碳排放究竟如何,每一個企業(yè)必須予以精確地統(tǒng)計和計算,找到薄弱環(huán)節(jié),及時投入相關(guān)的技術(shù)和裝備建立有效的能源管理措施,實施污染物的治理。根據(jù)鍛造企業(yè)的生產(chǎn)情況,對照《綠色工廠評價通則》國家標準,盡可能地滿足國家或者地方相關(guān)法律法規(guī)及標準的要求,從建筑材料、建筑結(jié)構(gòu)、采光照明、綠化及場地、再生資源及能源利用等方面進行節(jié)材、節(jié)能、節(jié)水、節(jié)地、無害化及可再生能源利用。
-
根據(jù)不同產(chǎn)品鍛造工藝,研究模具結(jié)構(gòu)、模具表面處理,模具壽命模具翻新修復(fù)方式與鍛造設(shè)備噸位、打擊能量之間的關(guān)系等進行研究,積累經(jīng)驗,建立數(shù)據(jù)庫,形成專家系統(tǒng),是企業(yè)數(shù)字化、智能化發(fā)展的重要基礎(chǔ)。模鍛工藝、模具設(shè)計是知識和經(jīng)驗長期積累固化的復(fù)雜過程。預(yù)鍛模、終鍛模的邏輯關(guān)系是反復(fù)試驗、反復(fù)修正的結(jié)果。在數(shù)字化和智能化的環(huán)境下,可以提高設(shè)計的效率和質(zhì)量。
-
鍛件產(chǎn)品的數(shù)字化設(shè)計成為現(xiàn)代化的鍛造設(shè)計手段。CAD(計算機輔助設(shè)計)技術(shù)在企業(yè)中越來越廣泛的投入應(yīng)用,但是由于存在各種各樣的制約因素,CAD技術(shù)的優(yōu)勢并沒有發(fā)揮出應(yīng)有的作用。其中之一就是,CAD標準體系可以建立圖文并茂、參數(shù)化的標準件庫,替代各種形式的標準化手冊,促進企業(yè)掌握和運用標準,減少重復(fù)設(shè)計勞動。
-
由于高強鋼、有色金屬鍛造的鍛件具有綜合力學(xué)性能、耐蝕性好等優(yōu)勢,在國民經(jīng)濟建設(shè)和國防軍工等領(lǐng)域有了更加廣泛的應(yīng)用,特別是能夠滿足裝備制造業(yè)輕量化的要求,其應(yīng)用前景更加令人關(guān)注。冷溫成形由于沒有加熱過程或者加熱溫度低,必定是未來低碳成形的發(fā)展趨勢,也是重點發(fā)展的領(lǐng)域。
-
材料精準本構(gòu)模型開發(fā)研究,建立材料溫度-應(yīng)力-應(yīng)變數(shù)據(jù)庫和材料潤滑劑摩擦系數(shù)數(shù)據(jù)庫,提高CAE仿真的準確度,推動基礎(chǔ)工藝進步。根據(jù)不同材料牌號,鍛件尺寸結(jié)構(gòu)和材料成分偏析性能等,建立鍛件材料數(shù)據(jù)庫。以鍛件材料及尺寸等級進行分類,完善材料基礎(chǔ)數(shù)據(jù)、工藝參數(shù)和設(shè)備信息,為全行業(yè)工藝技術(shù)人員提供開發(fā)新產(chǎn)品,突破材料成形極限,優(yōu)化工藝路線,大幅度提升工藝水平,為配套領(lǐng)域?qū)崿F(xiàn)輕量化、節(jié)能環(huán)保創(chuàng)造必要條件。
-
尖端材料基礎(chǔ)特性及變形機理研究,加強大鍛件基礎(chǔ)共性技術(shù)研究,如新材料成分、熱變形行為、缺陷和組織性能控制研究、大型鋼錠材料成分、宏觀偏析、純凈度及冶金缺陷等精確控制技術(shù)研究、大鍛件內(nèi)部夾雜性缺陷、裂紋性缺陷以及粗晶、混晶等材料組織缺陷形成機制及控制技術(shù)研究等等,并在材料、冶鑄、鍛造和熱處理等單項技術(shù)的基礎(chǔ)上,加強大鍛件制造全流程的技術(shù)集成研究,尤其在材料成分與組織性能關(guān)系、冶鑄與鍛造及鍛造與熱處理界面的技術(shù)研究。建立在上述科學(xué)研究基礎(chǔ)上,開發(fā)各種大鍛件短流程制造技術(shù)、大型結(jié)構(gòu)復(fù)雜鍛件的仿形鍛造技術(shù)等等。
-
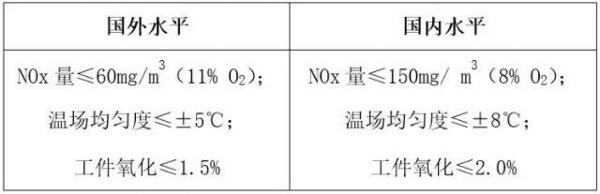
無焰燒嘴開發(fā)技術(shù)。燃氣加熱是軋鋼、鍛造、熱處理等熱加工的第一道工序,而實現(xiàn)無害排放和節(jié)能成為了“加熱”的重要課題。我國加熱爐及熱處理爐的燒嘴與國外存在巨大的差距,為此需要開發(fā)無焰燒嘴,主要內(nèi)容如下:
-
大型鍛件坯料制備技術(shù)(構(gòu)筑成形技術(shù))
— 連鑄坯質(zhì)量穩(wěn)定;
— 表面加工質(zhì)量與清潔;
—焊合質(zhì)量;
— 加熱與鍛合。
-
多向模鍛研究目標。掌握多向模鍛的技術(shù)與裝備的特點,了解不同材料典型模鍛件多向模鍛工藝的制定步驟與形性控制共性技術(shù),實現(xiàn)復(fù)雜鍛件多向模鍛模具的設(shè)計方法,滿足模具制造的技術(shù)要求。實現(xiàn)部分空心零件和大型閥體等典型多向模鍛件常規(guī)工業(yè)生產(chǎn)。
-
大鍛件模鍛化趨勢。大鍛件模鍛技術(shù)能夠引起重視,是因為當下能很容易地制造大噸位的鍛造設(shè)備,同時也能比較容易地制造大型模具(胎膜)。制造大型設(shè)備和大型模具(胎膜)的限制條件越來越少,但必須首先解決好成本與零件質(zhì)量平衡問題。
-
鋁沖壓件質(zhì)量提升,廢品率降低。缺陷包括鋁沖壓件開裂、表面微小裂紋及表面硌劃傷等。本難點與板材存儲、環(huán)境溫度、模具質(zhì)量、工作溫度和工藝有關(guān)。如何切實地找到規(guī)律予以規(guī)范防止,還需要許多不懈的努力。特別是零件開裂與板料儲存和運輸溫度之間的關(guān)系和規(guī)律等。
-
沖壓件表面保護,防劃、防紋和防止表面反光不均。從原材料制備、落料、運輸、沖壓、搬運、焊接連接與裝配摸索規(guī)律,制訂流程和防護方式。
-
沖壓模具局部質(zhì)量提升,與整體質(zhì)量壽命一致的材料選用和表面處理技術(shù)。
-
廉價和可靠的沖壓件在線表面質(zhì)量、形位公差和尺寸公差檢測系統(tǒng)是一個努力的方向。
-
模具應(yīng)力測試與產(chǎn)品質(zhì)量控制技術(shù),模具精度、設(shè)備精度與材料精度的關(guān)系和邏輯控制需要進行探索。
-
伺服壓力機工藝適應(yīng)性技術(shù),以及設(shè)備運行能量變化(功率變化)測定與產(chǎn)品質(zhì)量故障的邏輯關(guān)系研究。
-
高強鋼應(yīng)用,熱沖壓是繞不過的一個重要內(nèi)容,但從低碳角度看,高強鋼的冷沖壓也是一個重要的研究領(lǐng)域。而熱沖壓技術(shù)體系建立也是一個必須進行的研發(fā)工作。
-
沖壓+鍛造復(fù)合工藝,也就是板鍛成形是一個重要的方向,特別是精沖的發(fā)展方向之一,符合零部件整體化發(fā)展的趨勢。
-
低壓鑄鋁件與高強鋼沖壓連接件存在互補性和競爭性,新能源汽車的一些沖壓件或鈑金件(如部分底盤零件、電池殼/箱/盒)可能也會被低壓鑄造取代,應(yīng)引起重視。
-
沖壓材料的成形極限,限制了沖壓成形的生產(chǎn)效率,通過提升生產(chǎn)效率來提升效益有一個極限值,因此什么因素影響未來沖壓的技術(shù)進步方向值得探討。
-
輕量化金屬材料拉深成形極限的檢測計算及彈復(fù)與工藝缺陷控制。輕量化新金屬材料指鈦,鎂,鋯,超高強鋼,鋁基復(fù)合材料,夾層板材等低塑性材料。這些材料拉深成形的彈復(fù)問題突出,預(yù)測方法和控制技術(shù)是關(guān)鍵;工藝缺陷指各向異性,表面粗化,起皺等問題,需要對組織尤其織構(gòu)演變導(dǎo)致的制耳和厚度不均勻進行宏微觀研究。
-
沖裁排料技術(shù)研究及體系建立。
-
成形仿真與優(yōu)化技術(shù),主要包括:
— 成形過程仿真;
— 成形缺陷分析;
— 成形質(zhì)量測量及工件模型生成;
— 3D數(shù)據(jù)比對及仿真優(yōu)化;
— 模具及工藝改進優(yōu)化研究;
— 成形壓機確定。
-
類金剛石涂層(DLC)。沖壓拉深模具行業(yè)使用。硬度達到金剛石的20%以上的絕緣非晶態(tài)碳膜。特點:高硬度、高耐磨、低摩擦系數(shù)、不親鋁。減少鋁屑、鋁件硌傷,用于鋁件的切邊和翻邊鑲塊。
-
沖壓成形速度、效率極限,以及沖壓頻次極限研究。喂料機構(gòu)、傳輸機構(gòu)等配套設(shè)備的結(jié)構(gòu)和制造技術(shù)研究。
-
熱沖壓理論體系、制造體系的研究與建立。
-
小批量、多品種和多批次訂單的“離散型”生產(chǎn)管理和設(shè)備配置,特別是設(shè)備配置、布局和操作管理,包含局部“智慧化-自適應(yīng)系統(tǒng)”等的研究與開發(fā)。
-
折彎技術(shù)數(shù)據(jù),包括材料、板厚、折彎角度和折彎刀具等技術(shù)參數(shù)以及相互匹配關(guān)系,特別是如何就已有的成千上萬的老式折彎機進行現(xiàn)代化技術(shù)改造。
-
如何提升鈑金制作企業(yè)的服務(wù)價值,發(fā)展服務(wù)制造,參與產(chǎn)品設(shè)計,“精心制作+售后服務(wù)(產(chǎn)品改進)”,這種理念如何能在行業(yè)內(nèi)形成共識并加以推廣尤為重要;鈑金制作行業(yè)更需要創(chuàng)意+產(chǎn)品功能實現(xiàn)+制造工藝鏈成本最低化。
-
大批量鈑金件“結(jié)構(gòu)性標準化”工作應(yīng)該開展,比如機箱機柜的固定件、掛件尺寸、線架尺寸、地腳輪,以及板厚等應(yīng)該統(tǒng)一標準,有利于規(guī)范市場競爭,節(jié)約企業(yè)和社會成本。
-
金屬板材回彈數(shù)據(jù)庫技術(shù),主要包括:
— 材料的回彈機理與模型;
— 部分材料的回彈數(shù)據(jù);
— 材料回彈特征與機床特征的關(guān)聯(lián)模型研究;
— 基于回彈原理和部分數(shù)據(jù)庫的智能補償技術(shù)研究與應(yīng)用;
— 折彎機角度智能補償技術(shù);
— 折邊機智能補償技術(shù)。
-
金屬板材切割、焊接智能數(shù)據(jù)庫研究,主要包括:
— 不同變量的切割/焊接參數(shù)最優(yōu)化數(shù)據(jù)庫測試與建立;
— 基于數(shù)據(jù)庫和遺傳算法的不同條件最優(yōu)參數(shù)設(shè)置求解模型研究;
— 激光切割、焊接智能數(shù)據(jù)庫;
-
鈑金車間多設(shè)備的生產(chǎn)執(zhí)行系統(tǒng)MES研究,主要包括:
— 裝備工藝模型研究;
— 動態(tài)生產(chǎn)調(diào)度軟件研發(fā);
— 上下游協(xié)同軟件接口軟件開發(fā);
— 智能鈑金加工車間MES系統(tǒng)。
-
數(shù)字化樣機技術(shù),主要包括:
— 虛擬仿真技術(shù)的應(yīng)用研究;
— 機電耦合技術(shù)研究與應(yīng)用;
— 虛擬調(diào)試技術(shù)研究與應(yīng)用;
— 虛擬動態(tài)技術(shù)研究與應(yīng)用;
— 高可靠性裝備開發(fā)。
-
基于開放式數(shù)控系統(tǒng)平臺的產(chǎn)品控制技術(shù),主要包括:
— 控制系統(tǒng)后置研究與應(yīng)用開發(fā);
— 產(chǎn)品工藝子程序開發(fā);
— 產(chǎn)品工藝數(shù)據(jù)庫及控制(算法)模型開發(fā);
— 人機界面HMI開發(fā);
— 裝備數(shù)控系統(tǒng)開發(fā)。
-
基于2D/3D圖形的智能折彎程序CAM技術(shù),主要包括:
— 折邊CAM開發(fā)的工藝需求模型研究;
— 多工藝模式下的無干涉求解規(guī)則研究;
— CAM開發(fā)與迭代;
— 多邊折邊機CAM。
-
高動態(tài)伺服直驅(qū)技術(shù),主要包括:
— 變速工況的運動特征點研究;
— 低速大扭矩直驅(qū)電機的協(xié)同研發(fā);
— 大推力直線電機的協(xié)同研發(fā)及驅(qū)動應(yīng)用研究;
— 高調(diào)速比弱磁調(diào)速技術(shù)的研究與應(yīng)用;
— 轉(zhuǎn)塔沖床伺服沖頭電機;
— 激光切割驅(qū)動電機。
-
高動態(tài)橫梁技術(shù),主要包括:
— 多體動力學(xué)仿真與優(yōu)化;
— 鋁合金及碳纖維、石墨等材料的復(fù)合設(shè)計與應(yīng)用;
— 機電一體化仿真設(shè)計與優(yōu)化;
— 抑振技術(shù)的應(yīng)用研究;
— 激光切割機高速橫梁;
— 轉(zhuǎn)塔沖床橫梁。
-
基于動態(tài)流的多通道圖形路徑分解CAM技術(shù),主要包括:
— 基于工件連續(xù)送進的多切割頭的加工路徑分解;
— 效率最大化求解研究與優(yōu)化;
— 協(xié)同加工循環(huán)軌跡優(yōu)化求解;
— 多頭激光落料線CAM。
-
基于2D/3D圖形的折彎機、機器人加工程序自動生成的編程軟件,主要包括:
— 基于2D/3D圖形的機器人折彎加工程序生成的接口軟件研究;
— 基于圖形導(dǎo)入的折彎機、機器人協(xié)同加工程序生成的接口軟件研究;
— 折彎機器人加工系統(tǒng)。
-
成形裝備可靠性技術(shù),主要包括:
— 故障模型及設(shè)計、質(zhì)量管控技術(shù)研究;
— 設(shè)計DFEMA、制造PFEMA等方法開展與研究;
— 多種仿真軟件的應(yīng)用;
— 可靠性技術(shù)。
-
成形裝備健康保障技術(shù),主要包括:
— 故障及信息采集研究;
— 大數(shù)據(jù)信息物理模型研究;
— 監(jiān)控模型的邊緣計算;
— 數(shù)據(jù)鏡像技術(shù)研發(fā);
— 健康保障技術(shù)。
-
材料精準本構(gòu)模型開發(fā)研究,建立材料溫度-應(yīng)力-應(yīng)變數(shù)據(jù)庫和材料潤滑劑摩擦系數(shù)數(shù)據(jù)庫,提高CAE仿真的準確度,推動基礎(chǔ)工藝進步。
根據(jù)不同材料牌號,鍛件尺寸結(jié)構(gòu)和材料成分偏析性能等,建立鍛件材料數(shù)據(jù)庫。以鍛件材料及尺寸等級進行分類,完善材料基礎(chǔ)數(shù)據(jù)、工藝參數(shù)和設(shè)備信息,為全行業(yè)工藝技術(shù)人員提供開發(fā)新產(chǎn)品,突破材料成形極限,優(yōu)化工藝路線,大幅度提升工藝水平,為配套領(lǐng)域?qū)崿F(xiàn)輕量化、節(jié)能環(huán)保創(chuàng)造必要條件。金屬塑性成形工藝模擬技術(shù);金屬材料的不同溫度下的應(yīng)力應(yīng)變數(shù)值。
-
高動態(tài)伺服直驅(qū)技術(shù)與伺服功能部件
應(yīng)用于電子電器、汽車、造船、飛機制造,以及其他所有需要板材成形的機械制造業(yè)是鍛壓裝備重要發(fā)展部件。
未來鍛壓設(shè)備伺服化是一個重要的趨勢,也是實現(xiàn)自動化、數(shù)字化和信息化的重要支撐技術(shù)。
-
鍛壓自動化生產(chǎn)線實時數(shù)據(jù)采集系統(tǒng)
如何采集和分析鍛壓自動線的各種重要參數(shù),以及通過參數(shù)變化來判斷生產(chǎn)線的穩(wěn)定情況和零部件的尺寸與形位偏差情況,這個系統(tǒng)首要的是建立一整套的邏輯關(guān)系,同時需要完美的“傳感器”等硬件。
-
基于多列庫的柔性板材加工生產(chǎn)系統(tǒng)研究,主要包括:
— 生產(chǎn)數(shù)據(jù)系統(tǒng)研究;
— 基于多設(shè)備、集中物流的協(xié)同控制系統(tǒng)研究;
— 并行柔性生產(chǎn)管控系統(tǒng)研究;
— 數(shù)字孿生技術(shù)研究;
— 板材柔性加工系統(tǒng)。
-
高強鋼模具加熱、冷卻和沖壓件熱處理機理,主要包括:
—模具加熱溫度及其檢測與控制;
— 模具表面處理技術(shù),涂滲材料、厚度與工藝;
— 高強鋼加熱溫度、冷卻速度等的熱處理參數(shù)。
-
管內(nèi)壁堆焊與加工技術(shù),主要包括:
— 堆焊方式與加工,特別是細管;
— 材料匹配;
— 涂滲工藝。
 您的當前位置: 中國鍛壓網(wǎng) > 資訊中心 > 正文
您的當前位置: 中國鍛壓網(wǎng) > 資訊中心 > 正文