─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─
─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─|
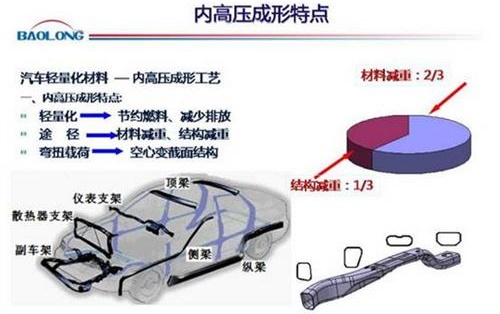
ę║ē║│╔ą╬╩Ū╦▄ąįŅIė“Ą─ę╗ĒŚ│╔ą╬ą┬╝╝ągŻ¼░┤╩╣ė├┼„╝■Ą─▓╗═¼ėųĘų×ķ╚²ĘNŻ║╣▄▓─ę║ē║│╔ą╬Ż©ā╚Ė▀ē║│╔ą╬Ż®Īó░Õ▓─ę║ē║│╔ą═ĪóÜż¾wę║ē║│╔ą═ĪŻ ā╚Ė▀ē║│╔ą═╚ń║╬īŹ¼F▌p┴┐╗» ĮYśŗ▌p┴┐╗»ėąā╔éĆų„ę¬═ŠÅĮŻ¼ę╗╩Ū▓─┴Ž═ŠÅĮŻ¼▓╔ė├µV║ŽĮĪóõX║ŽĮĪóŌü║ŽĮ╝░Å═║Ž▓─┴ŽĄ╚▌p┘|▓─┴ŽŻ╗Č■╩ŪĮYśŗ═ŠÅĮŻ¼▓╔ė├┐šą─ūāĮž├µĪó▒Ī▒┌š¹¾wĮYśŗĪŻĖ∙ō■ĮyėŗŻ¼ī”ė┌ę╗Č©─┐ś╦▓╔ė├▌p┘|▓─┴Ž£pųžĄ─žĢ½I┤¾Ė┼╚²Ęųų«Č■Ż¼ĮYśŗ£pųžĄ─žĢ½I┤¾Ė┼╚²Ęųų«ę╗ĪŻ
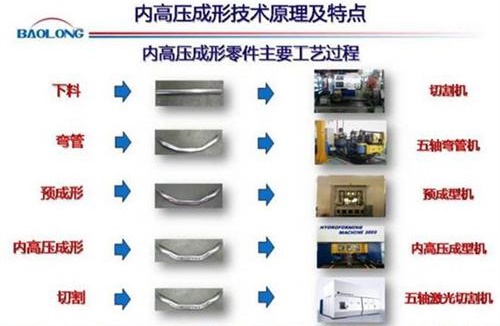
Īż Ų¹▄ćąąśI─┐Ū░ų„ę¬▓╔ė├▓─┴ŽĮYśŗ£pųžĄ─═ŠÅĮŻ¼«ö▓─┴Žę╗Č©ĢrŻ¼£pųžĄ─ų„ę¬ĘĮĘ©╩ŪįOėŗ║Ž└ĒĄ─▌p┘|ĮYśŗĪŻ Īż ī”ė┌│ą╩▄ÅØ┼ż▌d║╔×ķų„Ą─ĮYśŗŻ¼▓╔ė├┐šą─ūāĮž├µśŗ╝■Ż¼╝╚┐╔ęį£p▌p┘|┴┐ėų┐╔ęį│õĘų└¹ė├▓─┴ŽĄ─ÅŖČ╚ĪŻ Īż ā╚Ė▀ē║│╔ą╬╩Ū└¹ė├ę║┴”ū„×ķé„┴”Įķ┘|Ż¼╩╣╣▄╝■│╔×ķąĶꬥ─╣ż╝■ą╬ĀŅŻ¼▓ó╠ßĖ▀▓─┴Žš¹¾wäéČ╚ĪóŲŻä┌ÅŖČ╚╝░┴Ń╝■│╔ą╬Š½Č╚Ą─╣ż╦ć╩ųČ╬ĪŻ ā╚Ė▀ē║│╔ą═╝╝ągįŁ└Ē╝░╠ž³c Ž┬ĘĮĄ─╦─ÅłłDĘųäe╩Ūā╚Ė▀ē║│╔ą╬╣żą“Ą─▀^│╠ĪŻ
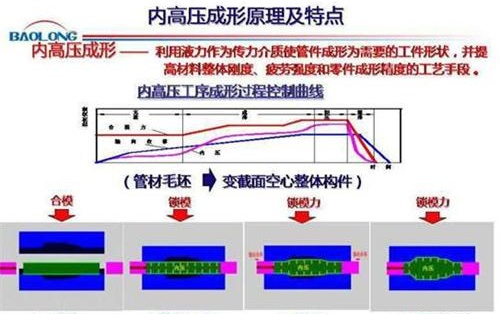
Å─ū¾łDķ_╩╝Ż║║Ž─ŻĪ¬Ī¬│õę║Ż©┼┼│÷╣▄ā╚Ą─┐šÜŌŻ®Ī¬Ī¬į÷ē║Īó╣▄╝■ā╔Č╦į┌ča┴Žø_Ņ^Ą─═ŲäėŽ┬Ž“ūāą╬ģ^╦═┴ŽŻ¼┴Ń╝■ķ_╩╝ūāą╬Ż¼ūāą╬║¾Ų┌┴Ń╝■┤¾▓┐Ęųģ^ė“ķ_╩╝┘N─żŻ╗ ŠoĮėų°▀M╚ļš¹ą╬ļAČ╬Ż¼╩╣┴Ń╝■Šų▓┐łAĮŪš¹¾w┘N─żŻ¼═Ļ│╔┴Ń╝■ūŅĮK│╔ą═ŻĪųąķgĄ─Ū·ŠĆłD╩Ū╔Ž╩÷Ą─│╔ą╬▀^│╠Ą─╝ė▌d┬ĘÅĮĪóĘųäe╩ŪŻ¼║Ž─Ż┴”Īó╣▄Č╦ča┴Ž┴┐Īóā╚ē║╚²éĆģóöĄĄ─┐žųŲŪ·ŠĆŻ¼═©▀^ī”▀@╚²éĆģóöĄĄ─Š½┤_┐žųŲüĒėąą¦īŹ¼F┴Ń╝■Ą─│╔ą╬ĪŻ
é„Įyø_ē║╣ż╦ć║═ā╚Ė▀ē║│╔ą╬╣ż╦ćĄ─ģ^äe é„Įyø_ē║╣ż╦ćŻ║▓─┴Ž└¹ė├┬╩Ą═Īó│╔ą╬Š½Č╚▓Ņī¦ų┬┐é│╔čb┼õš`▓Ņļyęį┐žųŲĪó▓╗ęū│╔ą╬ą╬ĀŅÅ═ļsĄ─┴Ń╝■ŻĪ×ķ┴╦╠ßĖ▀śŗ╝■Ą─ÅŖČ╚ĪóäéČ╚Ą╚ÖCąĄąį─▄ąĶ═©▀^║ĖĮė╗“Ųõ╦³ĘĮ╩ĮüĒīŹ¼Fę╗¾w╗»Ż¼įņ│╔┴Ń╝■ųž┴┐╔Ž╔²ŻĪ ā╚Ė▀ē║│╔ą╬╣ż╦ćā×ä▌Ż║ ┐šą─┤·╠µīŹą─ĪóūāĮž├µ┤·╠µĄ╚Įž├µĪóš¹¾w┤·╠µĘųēKĪŻ
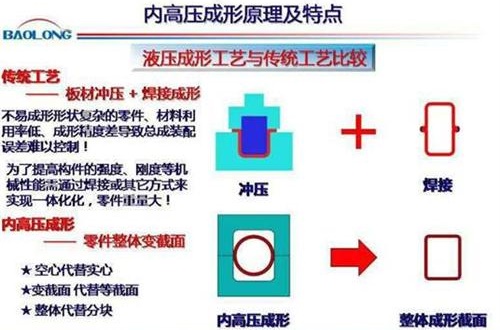
╚ńłD╦∙╩ŠŻ¼╩Ū─│▄ćą═Ą─║¾Ė▒▄ć╝▄ÖM┴║Ż¼▀@éĆÖM┴║Ą─įOėŗ╩Ū░┤ššā╚Ė▀ē║│╔ą╬įOėŗĄ─┴Ń╝■╗∙▒ŠĮYśŗŻ¼×ķ┴╦Ė³╚▌ęū▒╚▌^Ż¼╬ęéāė├ā╔ĘN│╔ą╬ĘĮĘ©Ą─▓ŅäeüĒ║Ō┴┐ūŅĮKĄ─ĮY╣¹ĪŻ ╚ń╣¹▓╔ė├ø_ē║│╔ą╬╣ż╦ćüĒųŲū„ÖM┴║Ż¼ätąĶę¬īóįōÖM┴║ū÷│╔╔ŽŽ┬ā╔░ļ╚╗║¾▓╔ė├║ĖĮėüĒ═Ļ│╔įō┴Ń╝■ŻĪ▀@śėĢ■│÷¼F╣ż╦ć┬ĘŠĆķLĪó▓─┴Ž└¹ė├┬╩Ą═Īóø_ē║║¾▀ĆĢ■│÷¼F▌^┤¾Ą─╗žÅŚŻ¼ė░Ēæ║ĖĮėą¦╣¹║═┴Ń╝■ūŅĮK│╔ą═Š½Č╚ŻĪÖM┴║▒Ē├µ▀Ćėą2Śl║Ė┐pŻ¼ė░ĒæŲõ╦³Ąū▒P┴Ń╝■Ą─┤ŅĮėą¦╣¹Å─Č°Ģ■ī”š¹▄ćĄ──ŻæBįņ│╔ė░ĒæĪŻ▓╔ė├ā╚Ė▀ē║│╔ą╬╣ż╦ćŻ¼ät┐╔ęįų▒Įė▓╔ė├╣▄▓─š¹¾w│╔ą╬Ż¼╣ż╦ć┬ĘŠĆČ╠Īó▓─┴Ž└¹ė├┬╩Ė▀Īó│╔ą╬Š½Č╚Ė▀ĪŻ═¼Ģr£p╔┘┐é│╔║ĖĮė╣żū„┴┐ĪŻ
▀@éĆłDŲ¼╩ŪéĆĄõą═Ą─ę║ē║│╔ą╬ĮYśŗ╝■Ż¼š¹éĆöÓ├µ×ķūāĮž├µŻ¼┴Ń╝■╔Ž╣▓ėąŲ▀éĆ▓╗═¼Ą─Įž├µüĒīŹ¼Fī”įō┴Ń╝■Ą─┴”īWąį─▄Ą─ę¬Ū¾Ż¼╩Ū▓╔ė├é„Įy╣ż╦ć║▄ļyīŹ¼FĄ─ĮYśŗĪŻ
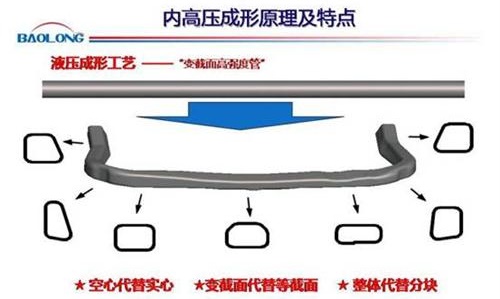
ā╚Ė▀ē║│╔ą╬ėąŽ┬┴ŽĪóÅØ╣▄ĪóŅA│╔ą═Īóę║ē║│╔ą═ĪóŪąĖŅĄ╚╬ÕĄ└ų„ę¬╣żą“ĮM│╔ĪŻ Ė∙ō■┴Ń╝■ĮYśŗę¬╦ž║═Š½Č╚Ą─▓╗═¼Ż¼╣żą“Ģ■ėąį÷£pĪŻ Ž┬┴ŽŻ¼▓╔ė├Ūą╣▄ÖC░┤╣ż╦ćę¬Ū¾Ūą╚źę¬Ū¾Ą─ķLČ╚Ż¼═¼Ģrį┌╣▄Č╦╚ź│²├½┤╠Ż¼▒▄├Ōė░Ēæ║¾╣żą“├▄ĘŌĪŻ ▓╔ė├3▌SöĄ┐žŅA│╔ą═ÖCŻ¼ŅA│╔ą═╩Ūā╚Ė▀ē║│╔ą═╣żą“ųą▒╚▌^ĻPµIĄ─╣żą“Ż¼╦³Ą─ū„ė├╩Ū╠ßŪ░ī”┼▀╝■▓─┴Ž▀Mąą▓─┴ŽĘų┼õ║═ūĶ─ßįOų├Ż¼╩╣ā╚Ė▀ē║│╔ą╬╣żą“Ēś└¹Ą├ĄĮØMūŃę║ē║│╔ą╬╣żą“ąĶꬥ─┼▀╝■ĪŻ ▓╔ė├ČÓ▌S┐žųŲĄ─ā╚Ė▀ē║│╔ą╬įOéõŻ¼╩Ūā╚Ė▀ē║│╔ą═╣żą“ųą║╦ą─Ą─│╔ą╬╣żą“Ż¼Įø▀^įō╣żą“║¾┴Ń╝■į┌═Ōą╬╔Ž═Ļ╚½▀_ĄĮ┴Ń╝■Ą─Š½Č╚ę¬Ū¾Ż¼Ū░├µĄ┌░╦ĒōĮķĮBĄ─Š═╩Ūįō╣żą“Ą─š¹éĆ│╔ą╬▀^│╠ĪŻ │Żė├Ą─įOéõėąŻ║3D╝ż╣ŌŪąĖŅĪóÖCąĄŪąĖŅÖCĪóē║┴”ÖCĄ╚ŻĪęĢ┴Ń╝■Ą─═Ōą╬║═Š½Č╚üĒ┤_Č©Š▀¾w╣ż╦ćįOéõĪŻ |
 |
ųąć°Õæē║ŠW╣┘ĘĮ╬óą┼Ż║Æ▀ę╗Æ▀Ż¼┴ó╝┤ĻPūóŻĪ
ĻPūó"ųąć°Õæē║ŠW"Ż¼½@╚Ī¬Ü╝ęąąśIą┬┬ä┘YėŹĪŻ ╠Ē╝ėĘĮĘ©1Ż║ į┌Ī░╠Ē╝ė║├ėčĪ▒ųąų▒Įė╠Ē╝ė╬óą┼┘~╠¢Ż║chinaforge ╠Ē╝ėĘĮĘ©2Ż║ ╬óą┼ųąÆ▀├Ķū¾é╚Ą─Č■ŠS┤a |