─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > ąąśI┘YėŹ > š²╬─
─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > ąąśI┘YėŹ > š²╬─|
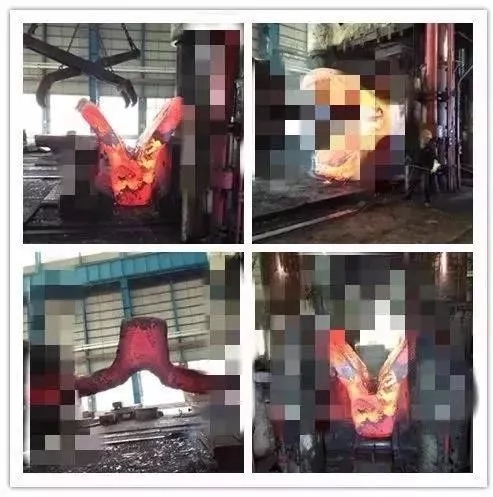
Į³╚šŻ¼╬õØhųž╣ż│╔╣”Õæįņ╩ū╝■S80ÖCŪ·▒·ĪŻS80MEC-CŪ·▒·╩Ū╣½╦Šėą╩ĘęįüĒ╔·«aĄ─ūŅ┤¾Ū·▒·Ż¼įōŪ·▒·╦∙ė├õōÕVųž┴┐╩Ū─┐Ū░╔·«aĄ─S60MEC-CÖCą═Ū·▒·╦∙ė├õōÕVĄ─3▒ČŻ¼Õæ╝■Ė„▓┐Ęų│▀┤ńŠ∙▀h┤¾ė┌S60MEC-CÖCą═Ū·▒·Ż¼╚¶▓╔ė├│ŻęÄÕæįņĘĮĘ©Ż¼│¼│÷╣½╦ŠÕæįņįOéõĄ─śOŽ▐─▄┴”ĪŻ į┌¼FėąĄ─╣żŠ▀╣żčb║═įOéõŚl╝■Ž┬Ż¼ÅØÕæS80MEC-CŪ·▒·┤µį┌Š▐┤¾Ą─└¦ļy║═▌^┤¾Ą─’LļUĪŻ×ķ┤╦Ż¼╣½╦Š│╔┴ó┴╦ę╗ų¦Įø“מSĖ╗Ą─čąųŲłFĻĀŻ¼Įø▀^ČÓ┤╬─ŻöMĘų╬÷Ż¼Ą├│÷ūŅ╝čĄ─╠¢ėĪĪóÅØÕæ║═Š½š¹╝╝ągģóöĄŻ¼Įø▀^ī”¼Fł÷įOéõ─▄┴”Ą─įu╣└Ż¼ūŅĮKųŲČ©│÷┐ŲīWĄ─╝╝ągĘĮ░ĖĪŻ
╠¢ėĪ S80MEC-CŪ·▒·╠¢ėĪĢrŻ¼Ū·▒█ūāą╬ļyęį┐žųŲŻ¼╚ń╣¹╠¢ėĪ▓╗ĄĮ╬╗Ż¼īóĮo║¾└mÅØÕæ║═Š½š¹Ä¦üĒśO┤¾└¦ļyŻ¼╔§ų┴┐╔─▄įņ│╔Ū·▒·ÅØÕæ╩¦öĪŻ¼░▓╚½’LļU▌^┤¾ĪŻ×ķ┤╦Ż¼łFĻĀ╩ūŽ»╝╝ĤūįųŲ╠¢ėĪšĶ║═╠¢ėĪ─Ż╝▄Ż¼╝╝ąg╚╦åT╠ß╣®║Ž└Ē╝╝ągģóöĄŻ¼═©▀^Š½ą─▓┘ū„Ż¼Ū·▒█ÅØŪ·ĮŪČ╚ĪóŪ·▒█║±Č╚Īó╠¢ėĪ╔ŅČ╚┴╝║├Ż¼×ķĮėŽ┬üĒĄ─╣żą“┤“Ž┬┴╦┴╝║├Ą─╗∙ĄAĪŻ ÅØÕæ ▓╔ė├ā╔éĆŲĮšĶ┤Ņś“┤·╠µÅØÕæ─Ż╝▄Ż¼┐╝æ]ĄĮŪ·▒·ÅØÕæ┴”┤¾Ż¼į┌ÅØÕæ▀^│╠ųąŲĮšĶĄ─ĘĆČ©ąį║═ŲĮšĶī”Ū·▒█ē║║█╔ŅČ╚▓╗ęū┐žųŲŻ¼łFĻĀ│╔åT═©▀^ųŲČ©║Ž▀mĄ─┤ļ╩®Ż¼╝╚▒ŻūC┴╦ā╔éĆŲĮšĶĄ─ĘĆČ©ąį║═░▓╚½ąįŻ¼ę▓ĮŌøQ┴╦Ū·▒█Ą─ē║║█╔ŅČ╚å¢Ņ}Ż¼│╔╣”īóŪ·▒·ÅØÕæĄĮ╣ż╦ćę¬Ū¾Ą─ķ_┐┌ĮŪČ╚ĪŻ Š½š¹ S80MEC-CŪ·▒·Ė„▓┐Ęų│▀┤ńŠ∙▌^┤¾Ż¼Š½š¹ĢrŻ¼Šų▓┐│▀┤ń│¼▀^┴╦ē║ÖCįOéõĄ─ąą│╠śOŽ▐Ż¼Š½š¹ļyČ╚▌^┤¾ĪŻčą░lłFĻĀ│╔åT═©┴”ģfū„Ż¼ĮY║Ž¼Fł÷īŹļHŻ¼▓╔ė├äōą┬╣ż╦ćĮŌøQ┴╦ļy³cå¢Ņ}Ż¼│╔╣”īóŪ·▒·Š½š¹│╔ą╬Ż¼īŹ╬’│▀┤ńĘ¹║Ž╣ż╦ćę¬Ū¾ĪŻ ō■ŽżŻ¼▀@╩Ū╣½╦ŠĄ┌ę╗ų¦S80ÖCŪ·▒·ÅØÕæ│╔╣”Ż¼ĮŌŲ╩įć“×║ŽĖ±▓óĮøīŻ└¹╣½╦ŠšJ┐╔║¾Ż¼╣½╦ŠīóĖ▓╔w─┐Ū░ć°ā╚╦∙ėąÖCą═┤¼ė├Ą═╦┘▓±ė═ÖCŪ·▌S├½┼„Ą─╔·«aŻ¼│╔×ķć°ā╚╬©ę╗ę╗╝ęĄ═╦┘ÖCŪ·▌SĮM╝■╚½ŽĄ┴ą├½┼„╣®æ¬ÅS╝ęĪŻ üĒį┤Ż║╬õØhųž╣ż |
 |
ųąć°Õæē║ŠW╣┘ĘĮ╬óą┼Ż║Æ▀ę╗Æ▀Ż¼┴ó╝┤ĻPūóŻĪ
ĻPūó"ųąć°Õæē║ŠW"Ż¼½@╚Ī¬Ü╝ęąąśIą┬┬ä┘YėŹĪŻ ╠Ē╝ėĘĮĘ©1Ż║ į┌Ī░╠Ē╝ė║├ėčĪ▒ųąų▒Įė╠Ē╝ė╬óą┼┘~╠¢Ż║chinaforge ╠Ē╝ėĘĮĘ©2Ż║ ╬óą┼ųąÆ▀├Ķū¾é╚Ą─Č■ŠS┤a |