您的當前位置: 中國鍛壓網 > 資訊中心 > 正文
您的當前位置: 中國鍛壓網 > 資訊中心 > 正文|
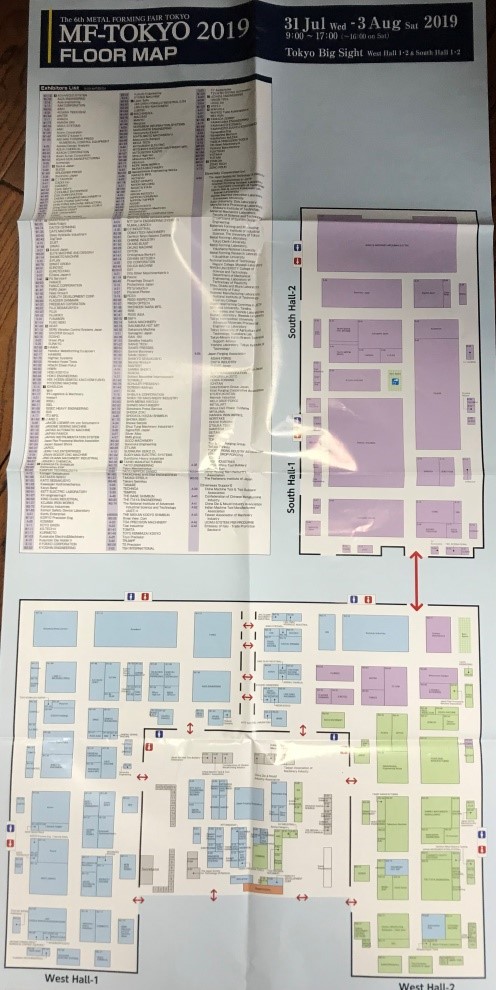
中國鍛壓協會近些年都參加了世界上涉及鍛造、沖壓、鈑金制作、模具和鉚焊相關的展覽會,2019年參加了在日本舉辦的MF-Tokyo展覽會,展覽會的時間是2019年7月31日-8月3日。展覽會占了日本 “東京國際展覽中心 TOKYO BIG SIGHT”的南面兩個館和西面兩個館,同時包含了東西兩個館的連接部位,如下圖。其中粉顏色的為鈑金制作,淺藍色的為鍛造,黃顏色的為沖壓。他們把螺釘螺帽、彈簧等標準件、緊固件的成形算作了鍛造成形。
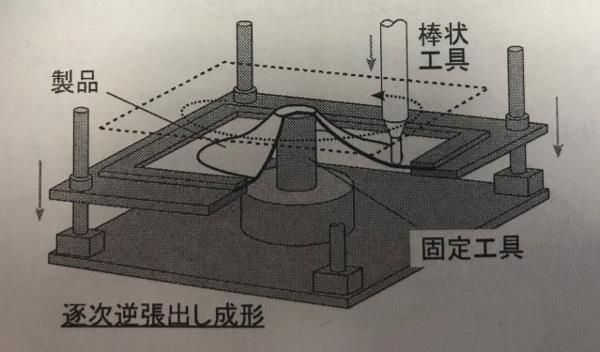
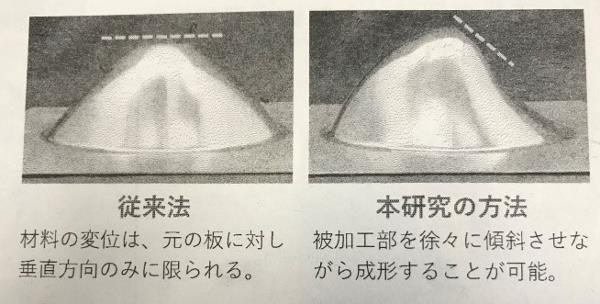
在本屆展覽會上所見并有如下思考: 1. 展覽會明顯加大了科研內容的展出,科研內容的展出是由日本鍛壓學會組織的,主要來自于大學和科研院所。從展示可以看出日本的鍛造、沖壓和鈑金制作行業正在開展什么樣的科研。從展出內容看,主要集中在金屬材料的變形機理、特別是特種材料的變形機理研究還是主流。在模具方面他們集中的研究是如何通過檢測和試驗獲得模具的內在應力分布,從而通過這種方式來找到模具壽命提升的可能,這在展示的幾家鍛造模具制造與沖壓模具制造公司的展品中得到驗證。另一個研究方向是特種沖壓成型,例如“滾壓”成形或漸進成形方式,可以成形各種非常復雜的板材成形件。
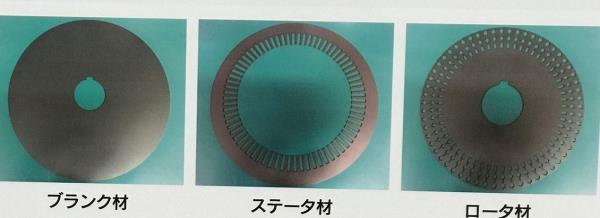
在科研項目中,我們也看到了超精密切割和成形的工藝和零件,如下圖, 這些零件是切割和成形相結合的零件。
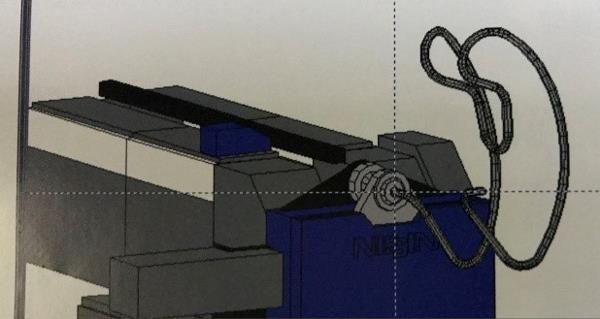
2. 在本次展覽中,另一個亮點就是彎管成形技術與高效率的標準件和緊固件成形技術,其中展出的一款彎管設備,可以實現完全任何自由度方向的彎曲,在彎曲過程中根本看不到彎曲模具。
標準件的成形技術,無論從精度還是設備的精巧度方面都具有非常大的進步,與我國這方面相比,具有明顯的優勢。
3. 鈑金制作展主要由國際上幾家知名的大設備商領銜,有天田、通快、百超、薩瓦尼尼和馬扎克等,從展出的折彎機看,全部的折彎機都實現了自動裝卸折彎刀,刀庫設計各不相同,用作送刀的導軌也有不同,有的刀夾具就是導軌,有的在夾具外單獨設置。定位使用的是數字馬達,固定使用的是液壓和機械聯合結構,這大概是未來折彎機的一個發展趨向。馬扎克展出了一臺5軸激光切割設備,主要用于沖壓件、鈑金制作件(含管型材)的任意切割加工。鈑金展館內的另一個特點是展出了許多小型的非常靈活的鈑金折彎單元,這些機器非常適合于人工操作,對實現精密折彎和小批量多品種生產具有非常大的意義。也就是說,為適應小批量多品種生產,不再考慮自動化或機器人代替勞動力,而是在設備的設計上更加符合“人機工程需要”,專門為手工操作設計的,讓操作工人在輕松和方便的情景中完成折彎。我們也可以把這種設備稱為“小型/緊湊型”高精密折彎機。當然,在現場也有許多機器人折彎單元展出,國內的展覽會上多次見到。值得注意的是激光切沒有成為本次展出的主流,這一點值得思考。 4. 從鈑金制作展區看,展出了許多鈑金件、沖壓件表面處理設備和輔助材料。另外也展出了一些精密鈑金件、超精密鈑金件(微米級和納米級的鈑金件)的制造設備和技術,這些設備生產的產品主要用于微型消費品與醫療器件,同時也反映出輕量化的一種理念。另外,鈑金加工中心,也就是復合鈑金加工中心也有展出,從現場看,幾乎全部是自動料架+沖+激光切的單元,沒有加入折彎,這也許是未來的一個非常重要的發展方向和規律。依據現場的一家企業介紹,目前制造高精密的小型零件,使用數控沖,無論從效率和精度來說都高于激光切孔。 5. 另外,所有大一點兒的公司都推出了自己的軟件管理系統,目的全部是實現工藝設計、刀具選擇自動化,實現“設備與設備聯網”和無人工廠。 6. 展會上看到一種被稱為“精密管軋機”,這種設備是將一個芯棒插入管子中,通過幾道型軋輥,將管子變薄,軋制出精度非常高的管子,據介紹是一種冷軋強化精密成形管子技術。 7. 伺服應用越來越廣,實現伺服數字馬達+軟件誤差補償系統,可以實現許多非常強大的功能。伺服壓力機仍然是沖壓設備展品的中的唯一。似乎感覺日本在生產“大線”方面并沒有太多的努力,這也許是他們看到了“大線”的需求數量有限,而中小型部件的需求比較長遠且量大的原因吧,特別是與消費品相關的設備研發非常活躍。另外,伺服沖壓機的制造商不再僅僅做設備,他們已經開始研究伺服壓力機的工藝適應性,從而為用戶提供工藝開發參考,特別是一些設備商與用戶共同開發具有獨特性能的價格合適的設備成為一種合作模式。本次展覽中,許多設備展商,不允許對設備拍照,更不允許就工藝產品進行拍照。
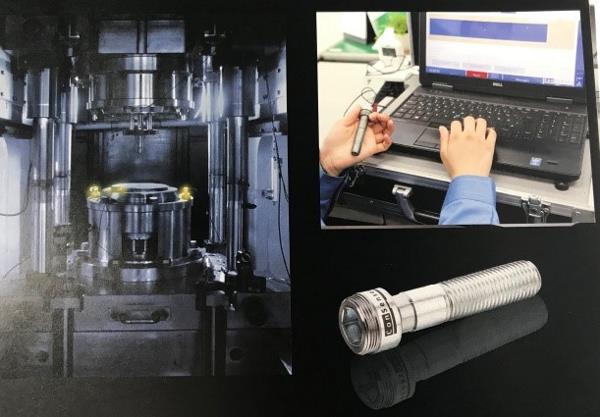
8. 檢測自動化是展覽會中的另一個亮點,“照相檢測尺寸和型位公差以及自動多點測試實現尺寸和型位的檢測技術”已經成為重要的檢測方式,是未來外形尺寸和型位公差檢測發展的方向。 9. 本次展會上,日本鍛造協會組織了15家鍛造企業參展,展出的產品涉及汽車、農機、工程機械等行業,其中展出的一些鍛件,無論從產品結構還是產品精度看,都達到了相當的水平,特別是鍛造深孔鍛件方面具有明顯的進步,依據介紹,一個直徑在15mm的熱擠壓沖頭,其壽命可以穩定達到2000件以上。
10. 日本ENOMOTO公司研制出伺服電機驅動雙螺旋壓力機,典型的特點是兩個伺服電機驅動兩個螺桿,兩螺桿驅動滑塊下行,可以實現寬臺面多工位鍛造。也可以大大減輕單螺桿的受力,提升螺桿的壽命。
11. 無論鍛模,還是沖壓模具,模具實時的應力應變檢測顯得非常重要,特別是模具研發中,如何實時地了解模具的受力情況顯得越來越重要。展覽會上,有幾家模具生產企業都展示了他們模具應力應變檢測方式。特別是德國發明的“檢測螺栓”具有很強的適用性。在模具應變的檢測中也使用激光測試的形式進行,這也是模具應力應變檢測的一種技術。
12. 硬質合金在模具中的應用仍然在不斷地推進,許多模具公司專門展出了他們在硬質合金應用方面取得的實際成績。另外,現場也展出了雙通道感應加熱爐,以適應不同直徑坯料在同一臺加熱爐上加熱的需要。
13. 據日本企業介紹,鍛壓設備配減震基礎成為了一種標準配置,在鍛壓設備研發過程中就在研究配置什么樣的減震基礎,與減震基礎企業合作共同為用戶提供服務已經成為一種新的設備供應趨勢。從目前情況看,設備商為用戶提供包括工藝、公共設施設計和配套設備配置一攬子的設計工作正在越來越得到重視。 14. 在展覽中,看到了利用液壓下拉式高速液壓機進行快速級進模沖壓,這種沖壓線的最大特點是設備結構簡單,體積小,個人的感覺是“只見模具不見設備”,據展商介紹,他們這種壓機最大的特點是嚴格控制沖壓的位移精度,目前的伺服液壓技術更容易實現這一目標。
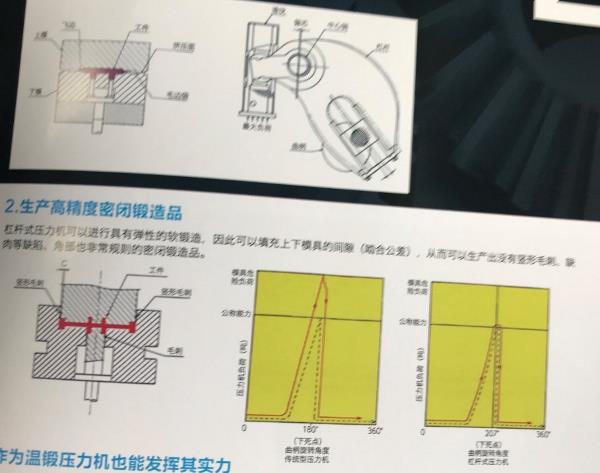
15. 無論是沖壓模具,還是鍛造模具,精確控制位移和“下死點位置”也已經成為設備和模具制造商的攻關難點和焦點。一個有飛邊的鍛件,鍛件厚度目測也就是3mm,飛邊不到0.2mm。據一家沖床企業介紹,他們目前的“最終位置精度控制”非常嚴格,都是以微米級或納米級來設計計算。在現實中,一些鍛造設備企業為了實現準確的下死點控制,開發了一種肘桿式壓力機,這種壓力機就是為了提升閉合高度的精度和克服悶車而設計制造的。
從整個展會來看,日本的鍛造、沖壓和鈑金制作明顯地向著精、巧和緊湊方向發展,緊貼生產實際應用的同時,也特別重視設備和產品的“創意”性發展,注重生產“讓人看了就舒服或喜歡”的設備與產品,這就是工業美學吧。 |
 |
中國鍛壓網官方微信:掃一掃,立即關注!
關注"中國鍛壓網",獲取獨家行業新聞資訊。 添加方法1: 在“添加好友”中直接添加微信賬號:chinaforge 添加方法2: 微信中掃描左側的二維碼 |