─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─
─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─|
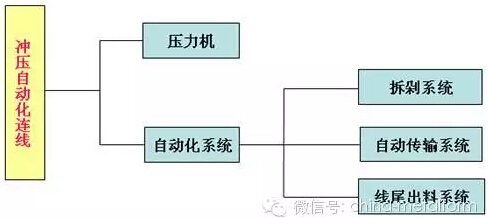
ø_ē║ūįäė╗»▀BŠĆė╔ē║┴”ÖC║═ūįäė╗»ŽĄĮyĮM│╔Ż¼ē║┴”ÖC═Ļ│╔╣ż╝■Ą─ø_ē║╣żū„Ż¼ø_ē║ūįäė╗»ŽĄĮy═Ļ│╔┴ŽŲ¼Ą─▓ČŌĪóūįäėé„▌öĪóŠĆ╬▓│÷┴Ž╣żū„Ż¼═©│Ż░³║¼▓ČŌŽĄĮyĪóūįäėé„▌öŽĄĮy║═ŠĆ╬▓│÷┴ŽŽĄĮyĪŻ
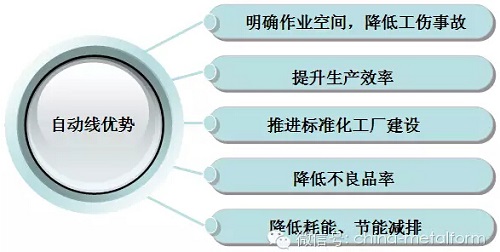
łD1 ø_ē║ūįäėŠĆĄ─ĮM│╔śŗ╝▄ ─┐Ū░ć°ā╚ø_ē║ŠĆų„ę¬▀Ć╩Ūęį╩ų╣żŠĆ×ķų„Ż¼Č°╩ų╣żŠĆĄ─├µ┼Rų°╚ńŽ┬Ą╚å¢Ņ}Ż║ ó┘ČÓ┼_▓╝ŠųĪóå╬┼_▓┘ū„Īó╩ų╣żé„▀fĪó╔·«aą¦┬╩Ą═Ż╗ ó┌Ūę╚╦×ķę“╦žČÓŻ¼▓╗┴╝ŲĘŠėĖ▀▓╗Ž┬Ż╗ ó█║──▄Ė▀Īó╔·«a│╔▒ŠĖ▀Ż╗ ó▄ø_ē║¼Fł÷╣▄└ĒÅ═ļsĪóęū░l╣żé¹╩┬╣╩Ż╗ ó▌ė├╣ż│╔▒Šų─Ļ▀fį÷ĪŻ ╗∙ė┌ęį╔Žå¢Ņ}Ż¼ø_ē║ūįäėŠĆęč│╔×ķ┤·╠µ╩ų╣żŠĆĄ─▒ž╚╗┼c┌ģä▌Ż¼ø_ē║ūįäėŠĆėąų°╚ńŽ┬łD╦∙╩Š╠ž³cŻ║
ø_ē║╔·«aŠĆĘų×ķČÓÖC▀BŠĆø_ē║╔·«aŠĆ║═å╬ÖCČÓ╣ż╬╗ø_ē║╔·«aŠĆĪŻ 1ĪóČÓÖC▀BŠĆø_ē║╔·«aŠĆ ╩ŪČÓ┼_ē║┴”ÖC▓ó╝ń┼┼┴ąį┌ę╗ŲŻ¼ē║┴”ÖCų«ķg▓╔ė├ÖCąĄ╩ų╗“š▀ÖCŲ„╚╦╚Ī┴ŽĪóĘ┼┴ŽŻ¼╔·«aŠĆ╩ū╬▓Ė∙ō■ę¬Ū¾┐╔ęį┼õų├å╬Īóļp╣ż╬╗╔Ž┴Ž▄ćŻ¼ÖCŲ„╚╦╔ŽŽ┬┴ŽĪŻ │ŻęŖĄ─ČÓÖC▀BŠĆø_ē║ÖCąĄ╩ųĘų×ķ╦─ŅÉŻ¼╚ńŽ┬łD╦∙╩ŠŻ║
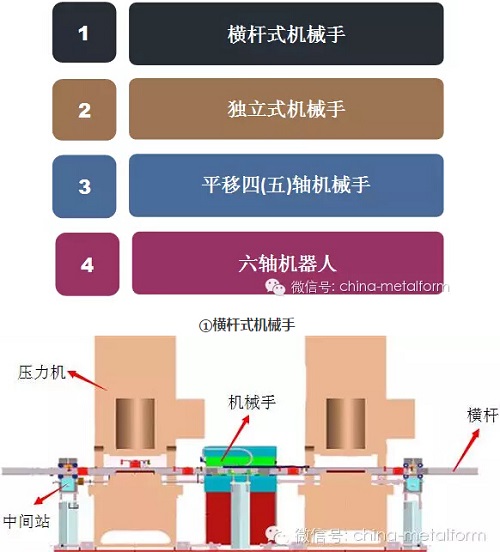
A ĮYśŗŻ║ÖMŚU╩ĮÖCąĄ╩ųū¾ėęĪó╔ŽŽ┬ĘĮŽ“▀\äėŠ∙×ķ╦┼Ę■±R▀_“īäėŻ╗ū¾ėęé„äėė╔╦┼Ę■é„äė▌SĦäė²X▌å²XŚl▀\äėŻ¼į┘ĦäėÖMŚUŻ©╠žųŲõXą═▓─▓─┘|Ż®▀\äėŻ¼ęį▒Ń▀_ĄĮū¾ėęęŲ╦═ų«─┐Ą─Ż╗╔ŽŽ┬é„äėė╔╦┼Ę■é„äė▌SĦäė╠žųŲĄ─£u▌å£p╦┘ÖC▌S▀\▐DŻ¼ęį▀_ĄĮ╔ŽŽ┬╔²ĮĄų«─┐Ą─Ż╗╬³┴Ž╩ų▒█Š═╣╠Č©į┌ÖMŚU╔ŽŻ¼ė╔šµ┐š╬³▒P╗“ļŖ┤┼ĶFėų╗“ÜŌäėŖAū”ĮM│╔Ż¼ų„ę¬╩ŪĖ∙ō■«aŲĘ╣ż╝■üĒ▀xō±ĪŻ B ╠ž³cŻ║ė╔ė┌ÖMŚU▓─┘|╦∙Ž▐ųŲŻ¼╦∙ęį╩ų▒█ūź╚Īå╬╝■«aŲĘųž┴┐ėąŽ▐Ż¼╗∙▒Š╔Ž├┐ų¦╩ų▒█ūŅ┤¾│ą▌d┴┐×ķ5KgŻ¼╚ń╣¹ČÓÖC▀BŠĆ│¼▀^10┼_ē║┴”ÖCęį╔ŽŻ¼ät├┐ų¦╩ų▒█ūŅ┤¾│ą▌d┴┐ꬹĪė┌3KgĪŻ┤╦ĘNÖCąĄ╩ųįņār▌^Ą═Ż¼Ūęę╗░Ń┼cķ_╩Įē║┴”ÖCĮM║Ž│╔╔·«aŠĆŻ¼š¹ŠĆįņārĄ═Ż¼ė╔ė┌ÖMŚUäéČ╚Ą─Ž▐ųŲŻ¼╔·«aŠĆ┐ńČ╚▓╗─▄╠½ķLŻ¼Ūę╦┘Č╚▓╗─▄╠½┐ņŻ¼é„▀fą¦┬╩ę╗░Ńį┌6~12┤╬/ĘųŻ¼▀m║Žķ_╩Įå╬ļp³cÖC┤▓ķgĄ─▌^▌p╣ż╝■Ż©ąĪ╝■Ż®Ą─é„╦═ĪŻ ó┌¬Ü┴ó╩ĮÖCąĄ╩ų
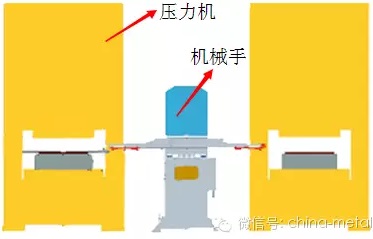
A ĮYśŗŻ║¬Ü┴ó╩ĮÖCąĄ╩ųū¾ėęĪó╔ŽŽ┬“īäėŠ∙×ķ╦┼Ę■±R▀_Ż╗ū¾ėęé„äėė╔╦┼Ę■±R▀_Ħäė═¼▓ĮĦ▀\äėŻ¼Č°═¼▓ĮĦ╩Ū╣╠Č©į┌ą═▓─Ą─ā╔Č╦Ż¼╦∙ęį«ö═¼▓ĮĦ▀\äėĢrŻ¼ätą═▓─ę▓Ė·ų°▀\äėŻ¼╝┤╣╠Č©į┌ą═▓─╔ŽĄ─╩ų▒█ę▓Š═į┌▀\äėŻ¼Å─Č°▀_ĄĮū¾ėęęŲ╦═ų«─┐Ą─Ż╗╔ŽŽ┬é„äėę▓╩Ūė╔╦┼Ę■±R▀_Ħäė╠žųŲĄ─£u▌å£p╦┘ÖC╝░ĖĮī┘▀BŚUüĒ▀_ĄĮ╩ų▒█Ą─╔²ĮĄĪŻ B ╠ž³cŻ║┤╦ĘNÖCąĄ╩ųų¦ō╬ĮYśŗ╝■ų„ę¬╩ŪCą═ĮYśŗŻ¼╦∙ęį╦³╬³╚Īå╬Ų¼┴ŽŲ¼Ą─ųž┴┐ūŅ┤¾▓╗│¼▀^10KGŻ¼Č°├┐Ė∙ą═▓─╣╠Č©ā╔éĆ╩ų▒█Ż¼╦∙ęįå╬Ė∙ą═▓─│ąųž▓╗│¼▀^20KGŻ╗ųąķg╬╗ų├╩Ū▀^Č╔Č©╬╗čbų├Ż¼└¹ė┌╔·«aĢręŲ╦═Š½Č╚Ą─▒ŻūCęį╝░▌oų·ųąķg╣ż╬╗Ą─į÷╝ėĪŻ┤╦ŅÉÖCąĄ╩ų▀mė┌ČÓ┼_ø_┤▓ķgĄ─┤¾Īóųž╣ż╝■é„╦═Ż¼ę╗░Ń┼õ║Žø_┤▓×ķ²łķT╩Įå╬ļp³cŅÉē║┴”ÖCŻ¼╚Ī┴ŽĘĮŽ“╗∙▒Š╔ŽÅ─ø_┤▓é╚ķ_┐┌╬╗ų├Ż¼▓╝Šųņ`╗ŅŻ¼╣żū„ĘĆČ©Ż¼š¹ŠĆ╔·«aą¦┬╩┐╔▀_10~15┤╬/ĘųĪŻ ó█ŲĮęŲÖCąĄ╩ų A ĮYśŗŻ║─┐Ū░ų„┴„ŲĮęŲÖCąĄ╩ų╩Ū╬Õ▌SÖCąĄ╩ųŻ¼ÖCąĄ╩ųĄ─ų„▌S║═─®Č╦Š▀ėąą²▐Dūįė╔Č╚Ż¼ŲõėÓ▌SČ╝╩ŪŲĮęŲūįė╔Č╚Ż¼įOéõ├┐▌SŠ∙▓╔ė├╦┼Ę■±R▀_+£p╦┘ÖC“īäėŻ¼ÖCąĄ╩ųų„¾w╩Ūė╔ė├Ė▀ÅŖČ╚õXą═▓─Ż¼┼õ║ŽŠ½╝ÜŠĆą═╗¼▄ēĮM│╔Ż¼─®Č╦čbėąšµ┐š┐š╬³▒P╗“š▀ļŖ┤┼╬³▒PĪŻ B ╠ž³cŻ║ŲĮęŲÖCąĄ╩ųšQ╔·Ą─│§ųįŠ═╩Ū×ķ┴╦ĮŌĘ┼ø_ē║╣żŻ¼▒Š┘|ę╗ĘN┼õ║Žē║┴”ÖC╣żū„╔ŽŽ┬┴ŽĄ─īŻÖCŻ¼▓╝Šųņ`╗ŅŻ¼š╝Ąž┐šķgąĪŻ╗ ╚▒³cŻ║┐╔┐┐ąį▓ŅŻ¼ē█├³▌^Č╠Ż¼žō▌d─▄┴”▓╗┤¾Ż¼╔·«aą¦┬╩▓╗Ė▀Ż╗ ▀mė├╣żørŻ║ÖC┤▓╚Ī┴ŽĖ▀Č╚┐╔▓╗ę╗ų┬Ż¼▀mė├ė┌┼fŠĆĖ─įņĄ─ÖC┤▓Ż¼┐═æ¶─ŻŠ▀▓╗ąĶę¬ųžū÷ĪŻ C ▀mė├╣żørŻ║
4ĪóÖCŲ„╚╦╩ų▒█╔·«aŠĆ ▀mė├ė├═ŠŻ║ė├ė┌ūįäė╗»ø_ē║╔·«aŠĆ░ß▀\┼c┤aČŌĪŻ ╠ž³cŻ║ A ╣żū„ĘČć·īÆÅV Ė∙ō■▓╗═¼Ą─äėū„ąą│╠Ż¼öU┤¾┴╦╩ų▒█Ą─ĄĮ▀_ĘČć·Ż¼ę▓ļSų«öU┤¾┴╦ÖCŲ„╚╦Ą─Ž┬ĘĮ║═ÓÅĮ³Ą─┐╔─▄äėū„ĘČć·Ż¼╠ßĖ▀┴╦▓╝ŠųĄ─ūįė╔Č╚ĪŻ B ┴╝║├Ą─▀mæ¬ŁhŠ│ąį Ė„ĻP╣Ø▓┐▓╔ė├ļpīė├▄ĘŌśŗįņ║═Ę└╦«▓Õ┐┌Ż¼╩╣Ą├╩ų═¾▓┐ĘųĄ─Ę└ūoĄ╚╝ē▀_ĄĮIP67Ż¼╗∙▌SĘ└ūoĄ╚╝ē▀_ĄĮIP65ĪŻ C Ė▀öUš╣ąį į┌▀xčb╝■ųą┼õéõ┴╦ā╚ų├ķyķT║═Öz£yŠĆ└|ĪŻĖ„ĘNĖ„śė▀_ĄĮų▄▀ģįOéõĄ─▀mė├║═čbąČĖ³╝ė╚▌ęūĪŻį┌╩ų▒█Ą─Ė„éĆ▌S╔ŽŠ∙┼õų├┴╦ŠĆ└|═ą╝▄ė├░▓čb┬▌Įz┐ūŻ¼ę▓╚▌ęūūĘ╝ė┼õŠĆĪó┼õ╣▄ĪŻ 2Īóå╬ÖCČÓ╣ż╬╗ø_ē║╔·«aŠĆ å╬ÖCČÓ╣ż╬╗ø_ē║╔·«aŠĆ╩Ūęį▀B└mø_│╠╣żū„Ż¼╚Ī┤·å╬ÖCūįäė╗»▀BŠĆĄ─å╬┤╬╣żū„ĘĮ╩ĮŻ¼╔·«aą¦┬╩╠ßĖ▀Ż╗ČÓ╣ż╬╗ē║┴”ÖCĄ─Ė▀ūįäė╗»ū„śI▀Mę╗▓Į╠ßĖ▀┴╦╣ż╝■Ą─▒Ē├µ┘|┴┐Ż¼£p╔┘┴╦╣╩šŽ┬╩Ż¼£p╔┘┴╦▓┘ū„╚╦åTęį╝░╣żū„ł÷ĄžĄ─╩╣ė├Ż¼ėą└¹ė┌ĮĄĄ═│╔▒ŠŻ╗ │ŻęŖĄ─ČÓÖC▀BŠĆø_ē║ÖCąĄ╩ųĘų×ķ╚²ŅÉŻ║Č■/╚²┤╬į¬Ż©▌pą═Ż®╩ĮÖCąĄ╩ųĪóČ■/╚²┤╬į¬Ż©ųžą═Ż®╩ĮÖCąĄ╩ųĪŻ 1Ż©▌pą═Ż®Č■/╚²┤╬į¬╩ĮÖCąĄ╩ų A ĮYśŗŻ║ū¾ėęĪóŪ░║¾Īó╔ŽŽ┬“īäėŠ∙×ķ╦┼Ę■±R▀_Ż╗ū¾ėęé„äėė╔╦┼Ę■±R▀_ĦäėĮzĖ▄▀\äėŻ¼ĮzĖ▄Ą╚ĖĮī┘ÖCśŗį┘ĦäėŖA┴ŽŚU▀\äėŻ¼╝┤╣╠Č©į┌ŖA┴ŽŚU╔ŽĄ─╩ų▒█ę▓Š═į┌▀\äėŻ¼Å─Č°▀_ĄĮū¾ėęęŲ╦═ų«─┐Ą─Ż╗Ū░║¾ŖAŠoé„äėė╔╦┼Ę■±R▀_ĦäėĮzĖ▄▀\äėŻ¼ĮzĖ▄Ą╚ĖĮī┘ÖCśŗį┘ĦäėŖA┴ŽŚU▀\äėŻ╗╔ŽŽ┬é„äėę▓╩Ūė╔╦┼Ę■±R▀_ĦäėĮzĖ▄▀\äėŻ¼ĮzĖ▄Ą╚ĖĮī┘ÖCśŗį┘ĦäėŖA┴ŽŚU▀\äėüĒ▀_ĄĮ╩ų▒█╔²ĮĄĄ──┐Ą─ĪŻ╣▓ėąū¾ėęā╔éĆÖCśŗŻ¼╣╠Č©ĄĮĄž├µĪŻ B ╠ž³cŻ║┤╦ĘNÖCąĄ╩ųĮYśŗ▌pŪ╔Ż¼Š▀ėąŖA┴ŽŚUĮž├µĘeąĪĪó╦┼Ę■±R▀_╣”┬╩ąĪĪó║═ø_┤▓┬ōäėø_ē║Ą╚╠ž³cŻ¼╦∙ęį┼õ║ŽĄ─ē║┴”ÖC╗∙▒Š╔Ž╩Ū500TęįŽ┬Ż╗Ė∙ō■╣ż╝■┤¾ąĪĪó─ŻŠ▀│▀┤ńüĒįOėŗÖCąĄ╩ųū¾ėęĪóŪ░║¾Īó╔ŽŽ┬ąą│╠ĪŻŲõųąø_┤▓ę¬┼õ╠ū░▓čb2éĆą²▐DŠÄ┤aŲ„ų„▌S╬╗ų├Ż¼ęį▒Ń▀_ĄĮā╔š▀░▓╚½Ą─┼õ║ŽĪŻ╚Ī┴ŽĘĮŽ“╗∙▒Š╔ŽÅ─ø_┤▓é╚ķ_┐┌╬╗ų├ĪŻ╔·«aą¦┬╩Ė∙ō■ąą│╠┤¾ąĪüĒ┤_Č©Ż¼╗∙▒ŠĘČć·×ķ15-35┤╬/ĘųńŖĪŻ 2 Ż©ųžą═Ż®Č■/╚²┤╬į¬╩ĮÖCąĄ╩ų A ĮYśŗŻ║▓╔ė├²łķT╩ĮÖCśŗŻ╗ū¾ėęĪóŪ░║¾Īó╔ŽŽ┬“īäėŠ∙×ķ╦┼Ę■±R▀_Ż╗ū¾ėęé„äėė╔╦┼Ę■±R▀_ĦäėĮzĖ▄▀\äėŻ¼ĮzĖ▄Ą╚ĖĮī┘ÖCśŗį┘ĦäėŖA┴ŽŚU▀\äėŻ¼╝┤╣╠Č©į┌ŖA┴ŽŚU╔ŽĄ─╩ų▒█ę▓Š═į┌▀\äėŻ¼Å─Č°▀_ĄĮū¾ėęęŲ╦═ų«─┐Ą─Ż╗Ū░║¾ŖAŠoé„äėė╔╦┼Ę■±R▀_ĦäėĮzĖ▄▀\äėŻ¼ĮzĖ▄Ą╚ĖĮī┘ÖCśŗį┘ĦäėŖA┴ŽŚU▀\äėŻ╗╔ŽŽ┬é„äėę▓╩Ūė╔╦┼Ę■±R▀_ĦäėĮzĖ▄▀\äėŻ¼ĮzĖ▄Ą╚ĖĮī┘ÖCśŗį┘ĦäėŖA┴ŽŚU▀\äėüĒ▀_ĄĮ╩ų▒█╔²ĮĄĄ──┐Ą─ĪŻ B ╠ž³cŻ║┤╦ĘNÖCąĄ╩ųĮYśŗ▌pŪ╔Ż¼Š▀ėąŖA┴ŽŚUĮž├µĘe┤¾Īó╦┼Ę■±R▀_╣”┬╩┤¾Īó║═ø_┤▓┬ōäėø_ē║ĪóÖC╔Ē┤¾Ą╚╠ž³cŻ¼╦∙ęį┼õ║ŽĄ─ē║┴”ÖC╗∙▒Š╔Ž╩Ū630T-1000Tū¾ėęŻ¼╩ų▒█ŖA╚Īųž┴┐ę▓║▄┤¾Ż╗Ė∙ō■╣ż╝■┤¾ąĪĪó─ŻŠ▀│▀┤ńüĒįOėŗÖCąĄ╩ųū¾ėęĪóŪ░║¾Īó╔ŽŽ┬ąą│╠ĪŻŲõųąø_┤▓ę¬┼õ╠ū░▓čb2éĆą²▐DŠÄ┤aŲ„ų„▌S╬╗ų├Ż¼ęį▒Ń▀_ĄĮā╔š▀░▓╚½Ą─┼õ║ŽĪŻ╚Ī┴ŽĘĮŽ“╗∙▒Š╔ŽÅ─ø_┤▓é╚ķ_┐┌╬╗ų├ĪŻ╔·«aą¦┬╩Ė∙ō■ąą│╠┤¾ąĪüĒ┤_Č©Ż¼╗∙▒ŠĘČć·×ķ15-30┤╬/ĘųńŖĪŻŻ©╬─/ĮŁ╠KōP┴”╝»łFėąŽ▐╣½╦Š š▓┐Īė┬Ż® |
 |
ųąć°Õæē║ŠW╣┘ĘĮ╬óą┼Ż║Æ▀ę╗Æ▀Ż¼┴ó╝┤ĻPūóŻĪ
ĻPūó"ųąć°Õæē║ŠW"Ż¼½@╚Ī¬Ü╝ęąąśIą┬┬ä┘YėŹĪŻ ╠Ē╝ėĘĮĘ©1Ż║ į┌Ī░╠Ē╝ė║├ėčĪ▒ųąų▒Įė╠Ē╝ė╬óą┼┘~╠¢Ż║chinaforge ╠Ē╝ėĘĮĘ©2Ż║ ╬óą┼ųąÆ▀├Ķū¾é╚Ą─Č■ŠS┤a |