─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > ąąśI(y©©)┘YėŹ > š²╬─
─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > ąąśI(y©©)┘YėŹ > š²╬─|
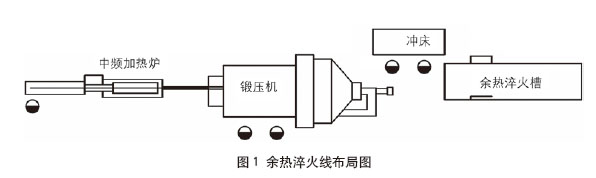
įņąąśI(y©©)ī┘ė┌é„Įy(t©»ng)Ė▀║──▄ąąśI(y©©)ĪŻĮ³─ĻüĒį┌ć°╝ę╣Ø(ji©”)─▄£p┼┼š■▓▀Ą─═ŲäėŽ┬Ż«Ė„ĘN╣Ø(ji©”)─▄╝╝ągį┌ÕæįņąąśI(y©©)ā╚Ą─æ¬ė├įĮüĒįĮÅVŻ«╚½ąąśI(y©©)Ą─å╬╬╗«aųĄ─▄į┤Ž¹║─│╔▒Š▓╗öÓĮĄĄ═Ż¼▒M╣▄ć°ļH╩ął÷─▄į┤ārĖ±ėą╦∙Ž┬Ą°Ą½╩Ūū„×ķśŗ│╔Õæįņ│╔▒ŠĄ─ų„ę¬ĒŚ─┐Ż«ÕæįņŲ¾śI(y©©)▒žĒÜĘeśOæ¬ī”╣Ø(ji©”)─▄å¢Ņ}ĪŻ ÕæįņąąśI(y©©)Ą─╣Ø(ji©”)─▄═ŠÅĮėą║▄ČÓŻ▀▓─┴ŽĪóįOéõĪó╣ż╦ćĄ╚Č╝Ģ■ī”─▄║─«a╔·ė░ĒæĪŻ▀@ĘĮ├µĄ─ł¾Ą└║═╬─š┬Įø│ŻęŖųTł¾Č╦▒Š╬─ĮY║Ž╬ę╣½╦ŠĄ─╔·«aīŹ█`ĮķĮB┴╦ėÓ¤ß┤Ń╗║═ėӤߚ²╗╣ż╦ćĄ─īŹļHæ¬ė├ĪŻ ═©│ŻŻ«¤ß─ŻÕæ╝■Ą─ų„ę¬╔·«a╣żą“ėą┬õ┴Žę╗╝ė¤ßę╗ÕæįņĪ▒Ūą▀ģę╗¤ß╠Ä└Ēę╗ŪÕ└ĒĄ╚ŲõųąÕæŪ░╝ė¤ß║═¤ß╠Ä└Ē╝ė¤ß╩Ū║──▄ūŅ┤¾Ą─╣żą“Ż«Ųõ─▄║─š╝š¹éĆÕæįņ▀^│╠─▄║─80 Żźęį╔ŽĪŻ¤ßÕæ╣żą“═Ļ│╔║¾Õæ╝■╚įėą1000 Īµ ū¾ėęĄ─Ė▀£žŻ«×ķ║¾└m(x©┤)Ą─¤ß╠Ä└Ē╠ß╣®┴╦┐╔└¹ė├Ą─┐šķgĪŻÕæ║¾ėÓ¤ßė├ė┌¤ß╠Ä└Ē▓╗āH┐╔ęį┤¾┤¾ĮĄĄ═¤ß╠Ä└Ē─▄║─Ż«▀Ć┐╔ęį┐sČ╠╔·«aų▄Ų┌Ż«╠ßĖ▀╔·«aą¦┬╩Ż«£p╔┘įOéõ═Č┘YŻ«╩Ūę╗Śląąų«ėąą¦Ą─╣Ø(ji©”)─▄═ŠÅĮĪŻ └¹ė├ėÓ¤ß┤Ń╗Ą─╔·«aīŹ█` ėÓ¤ß┤Ń╗╠Ä└ĒĄ─Õæ╝■▓╗āHŠ▀ėąā×(y©Łu)┴╝Ą─ŠC║ŽÖCąĄąį─▄Ż«▓óŪęėą╣żą“Č╠Īó╔·«aą¦┬╩Ė▀Ą╚ā×(y©Łu)³cĪŻ─ŽŲ¹Õæįņį┌20 ╩└╝o70 ─Ļ┤·Š═į┌70 ░l(f©Ī)äėÖC▀BŚUĄ─╔·«a▀^│╠ųąæ¬ė├▀^┤╦ĒŚ╝╝ągĪŻĮ³─ĻüĒŻ«Įø▀^▓╗öÓ╠Į╦„Ż«į┌µ£▄ē╣Ø(ji©”)╔Žæ¬ė├ėÓ¤ß┤Ń╗╣ż╦ćĄ─īŹļH╔·«aųą╚ĪĄ├┴╦’@ų°│╔╣¹ĪŻµ£▄ē╣Ø(ji©”)Õæ╝■Ą─▓─┴Žī┘ė┌ųą╠╝║¼┼õōŻ«įŁ╔·«a╣ż╦ć×ķŻ║Ž┬┴ŽĪ▒ųąŅl╝ė¤ßĪ▒Õæįņę╗Ūą▀ģø_┐ūę╗į┘╝ė¤ßę╗┤Ń╗ę╗╗ž╗ĪŻė╔ė┌įō«aŲĘąĶŪ¾┴┐Š▐┤¾Ż«ķ_░l(f©Ī)│§Ų┌Ż«▓╔ė├┴╦═ŲŚU═©▀^╩ĮļŖūĶ╝ė¤ßĀtŻ« ┤µį┌ęįŽ┬4 éĆå¢Ņ}ĪŻ Ż©1Ż®įōÕæ╝■ąĶŪ¾┼·┴┐┤¾Ż▀│²┴╦ÕæįņąĶŽ¹║─┤¾┴┐ļŖ─▄═ŌŻ«¤ß╠Ä└Ē╝ė¤ß─▄║─ę▓║▄┤¾ĪŻ Ż©2Ż®¤ß╠Ä└Ē╣żą“ą¦┬╩Ą═Ž┬ĪŻ╚ń╣¹ę¬ØMūŃąĶŪ¾ätąĶį÷╝ėöĄŚl┤¾╣”┬╩ŠWĦ╩Į┤Ń╗ĀtŻ«╔µ╝░ĄĮ╣½╦ŠĄ─ļŖ╚▌┴┐╦∙Ž▐Ż«═Č╚ļŠ▐┤¾Ūę▓╗ęūīŹ¼FĪŻ Ż©3Ż®įō«aŲĘ═Ōą╬Å═ļsŻ«Įž├µūā╗»┤¾Ż«¤ß╠Ä└Ē║¾Ą─«aŲĘūāą╬¤oĘ©┐žųŲę╗┤╬║ŽĖ±┬╩Ą═ĪŻ Ż©4Ż®š¹éĆųŲįņų▄Ų┌ķLŻ«╔·«aųąķg▀^│╠┤µžø▀^ČÓĪŻĮø▀^ī”Õæ╝■Ą─╚½├µĘų╬÷Ż«ßśī”╔Ž╩÷å¢Ņ}Ż«╬ęéāšJ×ķ▓╔ė├ėÓ¤ß┤Ń╗╣ż╦ć╩Ūę╗éĆŠC║Žą¦╣¹└ĒŽļĄ─│÷┬ĘĪŻĮø▀^┤¾┴┐įć“×Ęųäeī”ųąŅl╝ė¤ß╣Ø(ji©”)┼─Īó╩╝Õæ║═ĮKÕ棞Č╚Ż▀Õæ║¾═Ż┴¶ĢrķgŻ«┤Ń╗£žČ╚ĪóĮķ┘|ØŌČ╚║═£žČ╚Ą╚Ė„ĒŚę“╦žī”┤Ń╗┘|┴┐Ą─ė░Ēæ╦č╝»┴╦┤¾┴┐öĄō■į┌┤╦╗∙ĄA╔ŽųŲČ©┴╦ę╗╠ū║Ž└ĒĄ─╣ż╦ćęÄ(gu©®)ĘČĪŻ┤¾ęÄ(gu©®)─Żæ¬ė├║¾«aŲĘ┘|┴┐═Ļ╚½Ę¹║Ž┐═æ¶Ą─ę¬Ū¾ĪŻą┬╣ż╦ć×ķŻ║Ž┬┴Žę╗ųąŅl╝ė¤ßę╗Õæįņę╗Ūą▀ģø_┐ūę╗┤Ń╗Ż«╗ž╗ĪŻ╚ĪŽ¹┴╦įŁ╣ż╦ćųąĄ─į┘╝ė¤ß╣żą“Ż«╩Īģs┴╦▀@▓┐ĘųĄ──▄║─ĪŻ ╬ęéāŽ╚║¾ī”5 Ślē║┴”ÖCÕæįņ╔·«aŠĆ▀Mąą┴╦Ė─įņ░čėÓ¤ß┤Ń╗Īó╗ž╗Īó╠Įé¹Öz“ץ╚ĮM║Ž│╔ŠĆĪŻ Ąõą═▓╝Šų╩ŠęŌłD╚ńłD1 ╦∙╩ŠĪŻ
Ė∙ō■įō«aŲĘĄ─▓─┴Ž╠žąįŻ«į┌īŹ╩®ėÓ¤ß┤Ń╗▀^│╠ųąŻ«ųž³cę¬ĻPūóęįŽ┬3 ³cŻ║ Ż©1Ż®īŹ╩®ć└Ė±Ą─£žČ╚┐žųŲĪŻį┌ųąŅl╝ė¤ßĀtĄ─│÷Āté╚║═┤Ń╗╚ļ╦«Ū░░▓čb┴╦╝t═ŌūįäėĘų▀xčbų├Ęųäeī”╝ė¤ß£žČ╚║═┤Ń╗£žČ╚▀Mąąį┌ŠĆÖz£y┤_▒Ż▀@ā╔éĆė░Ēæ┘|┴┐Ą─ģóöĄĘĆ(w©¦n)Č©ĪŻ Ż©2Ż®▀m«öĄ─╝ė¤ß£žČ╚×ķ┴╦▒ŻūC«aŲĘØMūŃ┐═æ¶ī”«aŲĘø_ō¶ąį─▄Ą─ę¬Ū¾▀xō±║Ž▀mĄ─╩╝Õ棞Č╚ĘŪ│Żųžę¬╩╝Õ棞Č╚▓╗ę╦▀^Ė▀Ż«Ę±ätĢ■ī¦ų┬┼„┴ŽŠ¦┴ŻčĖ╦┘ķL┤¾Ż«ė░Ēæø_ō¶ąį─▄Ż║×ķ┤╦Ż«ī”ųžÅ═╝ė¤ßĄ─┼„┴Žę▓ę¬╝ėęį┐žųŲ ĪŻ Ż©3Ż®┤Ń╗Įķ┘|Ą─ØŌČ╚┐žųŲĪŻ╬ęéā▀xō±┴╦PAG ┤Ń╗Įķ┘|Ż▀▀@ĘNĮķ┘|Ą─└õģs╠žąįĮķė┌╦«║═ė═ų«ķgŻ«╝╚─▄ĮŌøQė═┤Ń▓╗ęū▀_ĄĮ┤Ńė▓īė╔ŅĄ─å¢Ņ}ėų─▄▒▄├Ō╦«┤Ńķ_┴čāAŽ“┤¾Ą─’LļUŻ║«ö╚╗Ż«Įķ┘|ØŌČ╚Ą─┐žųŲ╩Ū▒ŻūC┤Ń╗Įķ┘|ąį─▄ØMūŃę¬Ū¾Ą─ĻPµIĪŻ┤╦═ŌŻ«ĒÜī”┤Ń╗║¾Ą─«aŲĘ▀Mąą┤┼Ę█╠Įé¹Öz▓ķ┐žųŲ┤Ń╗ķ_┴č«aŲĘ┬®│÷ĪŻ ėÓ¤ß┤Ń╗╣ż╦ćĄ─īŹ╩®×ķ╣½╦ŠÄ¦üĒŠ▐┤¾│╔╣”Ż«╔·«a│╔▒Š┤¾Ę∙ĮĄĄ═ūī└¹ė┌┐═æ¶║¾╣½╦ŠĄ─ĖéĀÄ┴”┤¾┤¾į÷ÅŖśI(y©©)äš┴┐│ų└m(x©┤)į÷ķLĪŻ╣½╦ŠĄ─ą¦ęµę▓į┌▓╗öÓ╠ß╔²ĪŻė╔ė┌ėÓ¤ß┤Ń╗╣ż╦ćĄ─ķ_░l(f©Ī)æ¬ė├╩╣Ą├╣½╦ŠĄ─┐é¾w─▄║─┤¾Ę∙Ž┬ĮĄ╣½╦Š├┐╚fį¬«aųĄŽ¹║──▄į┤š█║Žś╦├║Ą─ųĖś╦│╔×ķ─ŽŠ®╩ąąąśI(y©©)£╩╚ļĄ─ś╦£╩ĪŻŲ¾śI(y©©)▓╗āH╩š½@┴╦ĮøØ·ą¦ęµŻ▀ę▓×ķöU┤¾╔ńĢ■ą¦ęµū„│÷žĢ½IĪŻ └¹ė├ėӤߚ²╗Ą─╔·«aīŹ█` Į³─ĻüĒŻ«Ų¹▄ć╣żśI(y©©)į┌╬ęć°│╩’@│÷Ī░Š«ćŖ╩ĮĪ▒░l(f©Ī)š╣ĪŻ╝ęė├▐I▄ćĄ─ąĶŪ¾Ä¦äė┴╦ąĪŲ¹▄ćÕæ╝■Ą─═·╩óąĶŪ¾ĪŻ╬ę╣½╦Š│ąĮėĄ─Ų¹▄ćĄ╚╦┘é„äė▌Sā╚Īó═ŌąŪ▌åÕæ╝■Ż«Š▀ėą┼·┴┐┤¾ĪóąĶŪ¾ĘĆ(w©¦n)Č©Ą─╠ž³c╣½╦Šū„×ķą┬Ą─į÷ķL³cĮoėĶųž³cĻPūóĪŻ▀@ŅÉ«aŲĘĄ─▓─┘|×ķ║¼╠╝┴┐0Ż«53 ŻźĄ─╠╝õōŻ«×ķ┴╦▒ŻūC┴╝║├Ą─ŪąŽ„ąį─▄Õæ║¾ę¬▀Mąąš²╗╣żą“ŲõūŅĮK¤ß╠Ä└Ē×ķØB╠╝┤Ń╗ĪŻ¼Fąą╣ż╦ć×ķ▓╔ė├ā╔ŚlIPSEN ═ŲŚU╩Įš²╗ĀtŻ©łD2 Ż®▀Mąąš²╗Ż«š²╗┘|┴┐ĘĆ(w©¦n)Č©Ż▀«a┴┐ę▓─▄ØMūŃę¬Ū¾ĪŻĄ½╩ŪŻ«ļSų°Ģrķg═ŲęŲŻ«═ŲŚUĀt─▄║─Ė▀Ż▀ą¦┬╩Ą═Ą─╚▒³cš²ųØu’@¼FŻ«▓óŪęė╔ė┌š²╗Ė▀£ž«a╔·Ą─č§╗»Ųżų┬├▄║±īŹŻ«ćŖ═ĶŪÕ└ĒĄ─║─Ģrę▓▒╚▌^ķLŻ«▀@ą®ę“╦žī¦ų┬Õæ╝■╔·«aĄ─ą¦ęµ╬ó▒ĪŻ«ė░ĒæŲ¾śI(y©©)Ą─ŠC║ŽĖéĀÄ┴”ĪŻ
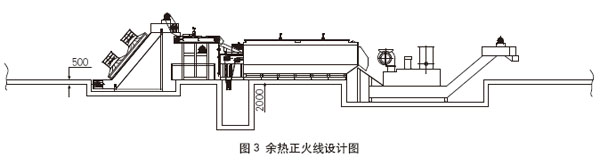
▀@ŅÉ«aŲĘĄ─š²╗ų„ę¬╩Ū×ķ║¾└m(x©┤)ÖC╝ė╣żš{š¹ė▓Č╚═¼Ģr×ķ║¾└m(x©┤)Ą─ØB╠╝┤Ń╗ū÷ĮM┐Ś£╩éõĪŻ«aŲĘĄ─š²╗ė▓Č╚ę¬Ū¾×ķ205 ę╗252HB Š¦┴ŻČ╚5-8 ╝ēŠ▀éõ▀MąąėӤߚ²╗╠Ä└ĒĄ─Śl╝■Ż║ ▀@ŅÉ▓─┴ŽĄ─į┘ĮYŠ¦£žČ╚╝s×ķ750 Īµ Ż«Č°ĮKÕæ«aŲĘŻ©Ūą▀ģø_┐ū║¾Ż®Ą─£žČ╚╝s×ķ950 Īµ ĪŻ×ķ┴╦┤_▒ŻÕæįņ║¾Ą─«aŲĘ─▄═©▀^į┘ĮYŠ¦═Ļ│╔«aŲĘĄ─ĮM┐Śš{š¹Ż«▒╚▌^ĘĆ(w©¦n)═ūĄ─ĘĮ░Ė╩Ūį┌š²╗Ū░į÷╝ėę╗éĆŅA└õčbų├╩╣Õæ║¾«aŲĘ▀MĀtŪ░£žČ╚┐žųŲį┌750Īµ ęįŽ┬Ż«┐╝æ]ĄĮÕæ║¾«aŲĘā╚▓┐Ą─£žČ╚ę¬Ė▀ė┌▒Ē├µ£žČ╚Ż«īŹļH▀MĄĮš²╗ĀtĄ─£žČ╚┐žųŲĄ├▀Ćꬥ═ę╗ą®ĪŻ įō«aŲĘĄ─Õæ╝■ųž┴┐į┌O .64 ę╗1. 66kg ų«ķgŻ║╩╣ė├400kw ųąŅlĀt╝ė¤ßŻ«1000 t¤ß─ŻÕæē║┴”ÖCÕæįņŻ«Õæįņų╗ėąńģ┤ųĪóĮKÕæā╔éĆ╣ż▓ĮŻ║160tø_┤▓═Ļ│╔Ūą▀ģø_┐ūĪŻ╔·«a╣Ø(ji©”)┼─×ķ6-9s Ż«├┐ąĪĢr«a┴┐ūŅĖ▀▀_600kg ĪŻĖ∙ō■▀@ą®ģóöĄ╬ęéā║═ÅS╝ęę╗Ą└įOėŗ┴╦īŻė├ėӤߚ²╗ŠĆŻ«ŲõįOėŗĘĮ░Ė╚ńłD3 ╦∙╩ŠĪŻ
įōėӤߚ²╗╔·«aŠĆŻ©łD4 Ż®Ą─╠ž³c╩ŪŻ║ø_┤▓ø_┐ū═Ļ«ģ║¾Ą─«aŲĘ┬õį┌ŅA└õé„╦═Ħ╔ŽŻ▀ŅA└õé„╦═Ħ╔ŽĄ─’LÖCī”╣ż╝■▀MąąŅA└õŻ«’LÖCĄ─▐D╦┘║═é„╦═ĦĄ─▌ö╦═╦┘Č╚┐╔ęįš{╣Ø(ji©”)Ż«ęį┐žųŲ▀MĀt£žČ╚Ż«į┌é„╦═ĦĄ─ĒöČ╦čbėą£žČ╚Ęų▀xčbų├Ż«ī”▀^Ė▀╗“▀^Ą═Ą─Õæ╝■▀Mąą║Y▀xŻ«Āt¾wķLsm Ż«╣”┬╩×ķ180kw ĪŻĀtā╚įOėąā╔éĆģ^(q©▒)Ż«┐╝æ]«aŲĘ▀MĀtĢrėą▌^Ė▀Ą─│§╩╝£žČ╚Ż«ę“┤╦Ą┌ę╗╝ė¤ßģ^(q©▒)ŽÓī”▌^Č╠Ż«Ą┌Č■▒Ż£žģ^(q©▒)▒╚▌^ķLŻ«ęį┤_▒Ż▒Ż£žĢrķgūŃē“ĪŻ║¾Č╦╩Ū└õģsé„╦═ĦŻ«’L┴┐┐╔ČÓ╝ēš{š¹ĪŻ
Įø▀^╣ż╦ćįć“ׯ«ėӤߚ²╗╣ż╦ćį┌įō«aŲĘ╔ŽĄ─æ¬ė├╩Ū═Ļ╚½┐╔ąąĄ─Ż«Š▀¾wīŹ╩®Ģrę¬ūóęŌęįŽ┬5 ³cĪŻ Ż©1Ż®×ķ╩╣ėӤߚ²╗½@Ą├▒╚▌^║├Ą─Š¦┴ŻČ╚Ż«ÕæįņĄ─╩╝Õ棞Č╚▓╗ę╦▀^Ė▀Ż║æ¬Ą═ė┌▓─┴ŽĖ▀£žģ^(q©▒)Š¦┴ŻČ╚╝▒äĪķL┤¾Ą─╣š³c£žČ╚20 Īµ ū¾ėę×ķę╦ĪŻ Ż©2Ż®š²╗ĀtĄ─▒Ż£žģ^(q©▒)┐╔▀m«ö╝ėķLŻ«ęį▒ŻūCūŃē“Ą─▒Ż£žĢrķgŻ«×ķ▒Ż£žĢrķgš{š¹┴¶ėąįŻČ╚ĪŻ
Ż©3Ż®ųžÅ═╝ė£žĄ─▓─┴Žæ¬ć└Ė±▒▄├Ō▀M╚ļėӤߚ²╗Ż«ųžÅ═╝ė£žĄ─▓─┴ŽŠ¦┴ŻČ╚▓╗┐╔┐žĪŻ Ż©5Ż®×ķ╠ßĖ▀ūįäė╗»╦«ŲĮŻ«š²╗Āt▀xė├ŠWĦ╩ĮĖ³║├ą®ĪŻ╬ęéāū÷Ą─ČÓ▌å╣ż╦ćįć“×▒Ē├„Ż║įō╔·«aŠĆš²╗┘|┴┐ĘĆ(w©¦n)Č©Ż«Š¦┴ŻČ╚6-8 ╝ēŻ«ė▓Č╚ųĄ▓©äė║▄ąĪŻ«ė▓Č╚ųĄĄ─CPK Ė▀ė┌1 . 33 Ż«┼cIPSEN ═ŲŚUĀtŽÓ«öŻ«├ō╠╝īėā×(y©Łu)ė┌═ŲŚUĀtĪŻ╠žäe╩ŪÕæ╝■▒Ē├µĄ─č§╗»┤¾┤¾£p╔┘Ż«Õæ╝■▒Ē├µ┘|┴┐├„’@╠ßĖ▀Ż«║¾└m(x©┤)ŪÕ└Ē╣żą“Ą─╣żū„┴┐ę▓×ķų«ĮĄĄ═ĪŻ▀@Śl╔·«aŠĆė╔ė┌ūįäė╗»│╠Č╚▌^Ė▀Ż«┐╔▒╚įŁ╣ż╦ć╣Ø(ji©”)╩Ī1 éĆ╝ė¤ß╣ż▓ĮŻ▀Õæ╝■╔·«aų▄Ų┌ŲĮŠ∙┐sČ╠3 ╠ņĪŻėӤߚ²╗╣ż╦ćĄ─╣Ø(ji©”)─▄ą¦╣¹ę▓ĘŪ│Ż’@ų°Ż«┼c│ŻęÄ(gu©®)š²╗ŽÓ▒╚Ż«┐╔ĮĄĄ═─▄║─30 % Ż«├┐─Ļ╣Ø(ji©”)ļŖ37 . 4 ╚fkwh Ż«║Ž27.78 ╚fį¬ĪŻ«ö╚╗Ż«╔·«aĄ─▀B└m(x©┤)ąįī”ėӤߚ²╗Ą─╩šęµėą║▄┤¾ė░ĒæŻ«ŅlĘ▒Ą─═ŻĀtĪó╗“š▀ķLĢrķgĄ═žō║╔▀\ąąŻ«Ģ■╩╣ėÓ¤ß└¹ė├Ą─ą¦╣¹Ą├▓╗ĄĮ░l(f©Ī)ō]ĪŻę“┤╦Ż«į┌øQČ©▓╔ė├┤╦ĒŚ╣ż╦ćĄ─Ģr║“ę¬ū÷šJšµ╚½├µĄ─įu╣└ĪŻ ĮY╩°šZ ėÓ¤ß┤Ń╗║═ėӤߚ²╗╩Ūā╔ĘN╩╣ė├▒╚▌^Ųš▒ķĄ─ėÓ¤ß└¹ė├ĘĮ╩ĮĪŻÕæįņąąśI(y©©)Ą─ėÓ¤ß└¹ė├▀h▀h▓╗ų╣▀@ā╔éĆĘĮ├µĪŻė╔ė┌«aŲĘĪóįOéõĪó▓─┴Ž╔§ų┴┐═涚J┐╔Č╚Ą╚įŁę“Ż«ėÓ¤ß└¹ė├Ą─ķ_š╣╩▄ĄĮ▌^┤¾ŠųŽ▐ĪŻū„×ķę╗ĒŚą¦╣¹’@ų°Ą─╣Ø(ji©”)─▄╝╝ągŻ«─┐Ū░▀Ć╚▒╔┘ŽÓæ¬Ą─ś╦£╩ĪŻć°╝ęŽÓĻP▓┐ķTæ¬┤¾┴”ą¹é„═ŲÅV▀@ĒŚ╝╝ągŻ«ĮM┐ŚųŲČ©╝╝ągś╦£╩ĪŻ═ŲäėįōĒŚ╝╝ągĄ─æ¬ė├Ż«īóĢ■ĦüĒŠ▐┤¾Ą─ĮøØ·ą¦ęµ║═╔ńĢ■ą¦ęµĪŻ |
 |
ųąć°Õæē║ŠW╣┘ĘĮ╬óą┼Ż║Æ▀ę╗Æ▀Ż¼┴ó╝┤ĻPūóŻĪ
ĻPūó"ųąć°Õæē║ŠW"Ż¼½@╚Ī¬Ü╝ęąąśI(y©©)ą┬┬ä┘YėŹĪŻ ╠Ē╝ėĘĮĘ©1Ż║ į┌Ī░╠Ē╝ė║├ėčĪ▒ųąų▒Įė╠Ē╝ė╬óą┼┘~╠¢Ż║chinaforge ╠Ē╝ėĘĮĘ©2Ż║ ╬óą┼ųąÆ▀├Ķū¾é╚Ą─Č■ŠS┤a |